您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-04-22 19:43
汽車鋼板表面輪廓形貌的指標有宏觀方面的形狀誤差,也有微觀方面的幾何形狀誤差,即粗糙度,以及介于宏觀形狀誤差及粗糙度之間的形狀誤差,即波紋度。大量的試驗及研究表明,汽車鋼板經涂裝工藝后,粗糙度輪廓能夠被漆層所覆蓋,而波紋度輪廓被保留下來,容易造成鮮映性降低等問題。
隨著國家對企業環保要求的不斷提高,各大車企的涂裝都采用了新工藝。新工藝降低了涂料的用量,減少了揮發性有機化合物(VOC)及二氧化碳的排放量,但對鋼廠原材料鋼板的表面質量要求越來越高。
目前,波紋度指標的檢測方法主要包括接觸式及非接觸式測量。接觸式測量通過探針在鋼板上接觸,記錄鋼板的表面信息,經過數據處理得到波紋度;非接觸式測量通過光的干涉原理獲得鋼板表面信息,并進行數據處理得到波紋度。非接觸式測量法不僅可以得到波紋度,而且可以得到具體的三維輪廓圖像,同時可以輸出表面輪廓偏斜度及表面輪廓峭度等數據。
1白光的干涉原理及檢測方法
1.1 白光的干涉原理
采用白光為光源進行干涉,白光光源包含多個可見光譜區域的光譜成分,發生干涉時,各波長光譜將產生各自的一組干涉條紋。在光程完全相等、光程差為零,即零級條紋處,不同成分的光譜完全重合,此處光強最大。隨著光程差及干涉級數的增加,各波長的干涉條紋彼此錯開,條紋對比度逐漸下降,最終干涉條紋消失。白光干涉光強度隨光程差變化曲線如圖1所示。
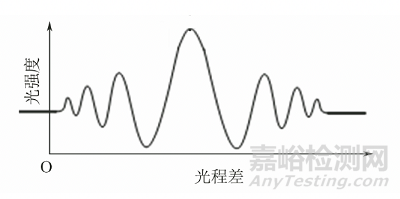
圖1 白光干涉光強度隨光程差的變化曲線
1.2 檢測方法
通過識別光強最大處的零級條紋,可得到零光程差位置。將白光光源通過鏡頭內部的分光鏡分成兩個光束,一束投射到試樣表面,另一束投射到參考面。設置參考鏡位置,使得從試樣表面反射回的光線同參考鏡反射光線到CCD攝像頭的光程差為零,即使得聚焦距離同參考鏡反射光線到CCD攝像頭的距離相等,三維輪廓儀工作原理如圖2所示。將鏡頭上下移動可改變試樣相對于鏡頭的位置,從而達到掃描的目的,將不同高度視野下的試樣信息進行疊加,得到試樣表面的三維輪廓信息。

圖2 三維輪廓儀工作原理示意
2相關標準
波紋度指標可以理解為:在一個取樣長度內,實際表面信號經濾波處理后得到的波紋度曲線W(x)偏離最小二乘中心線的平均距離。目前,與測量表面波紋度相關的標準較多,其中應用較普遍、具有代表性的標準主要有國際標準ISO 12085—1996 Geometrical Product Specifications (GPS) -Surface Texture:Profile Method - Motif Parameters、日標JIS B0610— 2001 Profile Method-Definitions and Designation of Rolling Circle Waviness、 國標GB/T 2523—2008 《冷軋金屬薄板(帶)表面精糙度和峰值數測量方法》、德國鋼鐵行業標準SEP 1941—2012 Mesurement of the Waviness Characteristic Value Wsa (1-5) on Cold Rol-led Metalic Flat Products 等。影響波紋度檢測結果的因素主要有濾波器類型、截止波長、檢測長度等。不同標準的主要參數設置如表1所示。
表1 不同標準的主要參數設置

3分析過程
以某鋼鐵廠生產的鍍鋅板為例,采用Wsa1-5指標的檢測步驟,介紹非接觸式白光干涉法的分析過程曲線(見圖3)。三維光學輪廓儀設備型號為Bruker GT-K,該設備具備自動聚焦功能。使用拼接測試及自動聚焦功能,可得到所要求的30mm檢測長度內的原始輪廓信息。

圖3 鍍鋅板表面波紋度Wsa1-5分析過程曲線
(1) 經過一次多項式處理,消除水平方向不確定度,即排除試樣水平方向傾斜對檢測結果帶來的干擾。可以看到輪廓形貌曲線整體保持水平,但在宏觀形貌上存在波動,呈現出中間高兩邊低的情況。
(2) 根據標準ISO 16610-21 Geometrical Product Specifications (GPS)-Filtration Part 21:Linear Profile Filters: Gaussian Filters,利用高斯濾波器進行低通濾波,截止波長λf為5mm,去除試樣在宏觀上的幾何形狀誤差對檢測結果的影響,其輪廓如圖3b)所示,可以看到輪廓曲線的輕微弧度消失,去除了宏觀上的幾何形狀誤差。
(3) 去除λf入口和出口各2.5mm 長度內的數據。
(4) 利用高斯濾波器進行高通濾波,截止波長λc為1mm, 去除1mm 以下短波部分細微輪廓。經過兩次濾波后得到波紋度輪廓,如圖3c)所示,二維輪廓如圖3d)所示。
(5) 波紋度Wsa1-5如式(1)所示。

式中:lt為取樣長度;λf為截止波長(高通);lm為評定長度;Zm為表面輪廓曲線中線的縱坐標;Zw(x)為x方向輪廓曲線的縱坐標。
計算出波紋度為0.149μm。為驗證白光干涉法測量波紋度數據的準確性,采用接觸式波紋度儀及非接觸式三維輪廓儀對沖壓變形后的試樣進行比對測試,接觸式波紋度儀型號為HOMMEL T8000。為盡量減小試樣的表面波動,鎖定中心部位的一個小區域進行測量,共取5組試樣,每個試樣取3點進行試驗,具體檢測結果如表2所示。
表2 波紋度儀和三維輪廓儀對多個試樣的波紋度檢測結果

對兩組檢測數據進行分析評價,結果表明,兩種方法的檢測結果無明顯差異,一致性較好。采用非接觸式白光干涉法檢測波紋度具有有效性。
4結語
(1) 采用白光干涉法檢測波紋度指標時,只要識別零級條紋就可得到零光程差位置。
(2) 鏡頭的移動可帶動零級條紋的上下移動,從而對試樣表面進行掃描,將掃描結果進行疊加可獲得試樣的表面輪廓信息。
(3) 一次多項式處理可消除水平方向的不確定度。利用高斯濾波器進行低通濾波,可去除樣品在宏觀上的幾何形狀誤差對檢測結果造成的影響;利用高斯濾波器進行高通濾波,可去除1mm以下短波部分的細微輪廓,得到波紋度輪廓。
(4) 采用t檢驗分析白光干涉測量法及接觸式測量法的檢測數據,結果顯示白光干涉法測量波紋度具有有效性。

來源:理化檢驗物理分冊


