您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-12-28 22:43
本文采用原位顯微觀察方法對拉伸及沖擊截荷下的鐵素體球墨鑄鐵中石墨損傷破壞機制進行研究,分析石墨球的形態、分布對裂紋萌生和擴展等微觀機理的影響。結果表明:在拉伸載荷下,當石墨球均勻分布且間距大于石墨平均尺寸時,石墨球與基體界面脫離,且石墨球內部產生徑向裂紋或貫穿整個石墨的裂紋;當石墨球聚集分布且間距小于石墨平均尺寸時,石墨球與基體之間裂紋連接形成尺寸較大的裂紋。在沖擊載荷下,石墨球存在“洋蔥狀”開裂及內部徑向開裂等補充破壞機制。在拉伸和沖擊載荷下不規則石墨球均存在明顯層狀撕裂現象;快速封閉的奧氏體殼可保持石墨球圓整且周圍鐵素體晶粒均勻分布;慢封閉的奧氏體殼導致石墨畸變,周圍鐵素體晶粒分布不均勻。
01試樣制備與試驗方法
采用中頻感應電爐對低硅生鐵和廢鋼等原材料進行熔煉,獲得QT400-18L球墨鑄鐵。顯微組織如圖1所示,可以看出基體組織全部為鐵素體,石墨隨機分布,大部分呈球狀及團狀,球化率良好,有些區域石墨球分布較均勻,有些區域石墨分布較聚集。

圖1 鐵素體球墨鑄鐵的顯微組織
按照GB/T 228—2002標準,在試驗材料上截取拉伸試樣,采用萬能試驗機進行室溫拉伸試驗,試驗結束后,采用掃描電鏡觀察斷口附近石墨形貌。按照GB/T 229—2011,在試驗材料上截取V型缺口沖擊試樣,利用示波沖擊試驗機進行低溫沖擊試驗,試驗結束后,采用掃描電鏡觀察組織及裂紋形貌。
02試驗結果與討論
2.1 拉伸后的石墨形貌

圖2 拉伸后鐵素體球墨鑄鐵中均勻分布石墨球的微觀形貌
由圖2可以看出:在拉伸載荷作用下,當石墨球均勻分布且石墨間距大于石墨平均尺寸時,石墨球上下兩端受力均衡,球墨鑄鐵基體在塑性變形過程中于石墨球兩側產生大小基本均等的縫隙,此時石墨球圓整度良好,但石墨球內部產生由石墨球核心指向外殼的徑向裂紋,甚至形成貫穿整個石墨球的徑向裂紋。石墨球的異質形核核心主要有MgS、CaS、SiO2、MgO、SiC等顆粒,石墨球核心多為單核心,也存在少量雙重和多重核心結構;硫化物和氧化物熔點較高,且與石墨相比其硬度也較高,在外力作用下裂紋易在異質形核核心處萌生,并沿徑向擴展。石墨核心尺寸越大,石墨內部徑向開裂的可能性也越大。當石墨球均勻分布時,球墨鑄鐵基體中通常不產生有害裂紋。

圖3 拉伸后鐵素體球墨鑄鐵中聚集分布石墨的微觀形貌
由圖3可以看出:當2個石墨球間距離很近,即小于石墨平均尺寸時,石墨球與周圍基體均發生脫離,且間隙連通;當聚集分布的石墨球數增加后,石墨球與基體間間隙彼此連接形成尺寸較大的裂紋。當石墨球聚集分布時,石墨球內部出現裂紋的概率比石墨球均勻分布時的小,但基體中萌生裂紋的概率增加,石墨球團聚數量越多,團聚區越容易產生應力集中并萌生裂紋。
2.2 沖擊后的石墨形貌
由于沖擊時的加載速率較大,通常在石墨球周圍一側造成比較明顯的縫隙。由于沖擊溫度較低,塑性變形較小,縫隙尺寸較小。由圖4可以看出:在低溫沖擊載荷作用下,石墨球的間距對石墨與基體間的開裂形貌影響較小。

圖4 鐵素體球墨鑄鐵沖擊斷口附近的微觀形貌
觀察發現石墨球與基體間的縫隙形狀主要與石墨球形狀相關,在石墨球不規則處更容易發生開裂。由圖5可知:石墨球3圓整度不足,沖擊后石墨球右側與基體發生脫離,左側不規則石墨外殼層發生明顯開裂,石墨周圍基體發生明顯塑性變形,因此可推斷石墨開裂是由于鐵素體基體塑性變形導致的;石墨球4在沖擊后出現明顯的“洋蔥狀”層狀開裂現象,這種“洋蔥狀”層狀開裂是由石墨球的生長機制決定的。在球體螺旋生長模型中,石墨球是由大量緊密堆集的并從一個中心向外放射的圓錐螺旋體組成,石墨球核在液態熔體中均勻同軸生長,從而演變生成多層石墨球團。最新研究認為石墨球團由內到外可以分為3個區域:中心的石墨核心區、最外面的石墨錐形徑向生長區以及二者之間的石墨片層圓周生長區。在外力作用下石墨球最外區易沿扇形石墨生長基面發生“洋蔥狀”開裂,石墨核心區由于異質形核核心的存在產生明顯開裂現象,中間區域也出現少量沿徑向擴展的曲折狀微裂紋。

圖5 沖擊前后鐵素體球墨鑄鐵斷口附近不同石墨球的形貌
2.3 不規則石墨球產生的原因
由圖6可以看出:由球化不良等原因形成的不規則石墨球內部結合力較弱,在沖擊和拉伸載荷作用下石墨球均存在明顯層狀撕裂現象,石墨球內部多處出現形狀不規則微裂紋,且一些裂紋延伸到鐵素體基體中,起到裂紋源的作用。
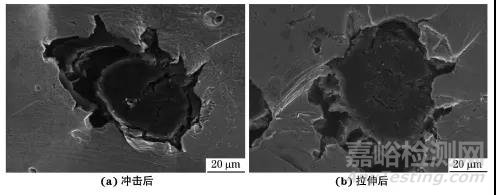
圖6 沖擊和拉伸后鐵素體球墨鑄鐵斷口附近的不規則石墨球及周圍基體破壞形貌
影響石墨球圓整度的原因有很多,但其根本原因在石墨與奧氏體的凝固過程。通過觀察球墨鑄鐵顯微組織中石墨球及其周圍晶粒的分布情況,可將石墨球分為兩種典型類型:一種是石墨球周圍多個鐵素體晶粒分布比較規則且共同構成一個閉環,如圖7(a)所示;另外一種是石墨球周圍鐵素體晶粒不規則且無法構成閉環,如圖7(b)所示。對比圖7(c)和圖7(d)發現:前者石墨球圓整度較高,后者石墨球多呈不規則狀;沖擊后斷口處圓整石墨球依然為完整的石墨球,而不規則石墨球則發生破碎,呈開花狀,內部清晰可見石墨片層。
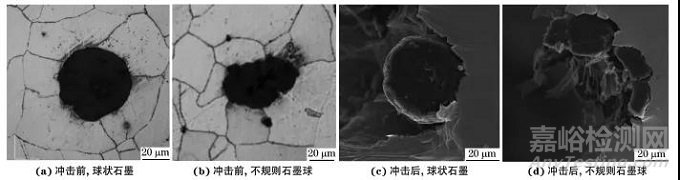
圖7 沖擊前鐵素體球墨鑄鐵中不同形態石墨處組織以及沖擊后的微觀形貌
球墨鑄鐵在非平衡凝固條件下發生離異共晶反應,石墨球與奧氏體分別獨自形核,石墨核心直接與液體接觸進行有限生長,石墨核心尺寸一般為10~15μm,從而在石墨核心外形成奧氏體暈圈,同時離異共晶的奧氏體枝晶也在形核長大;在奧氏體枝晶下沉及熔體對流等因素影響下,漂浮石墨球與奧氏體發生碰撞并相互結合成一個共晶凝固單元,隨后奧氏體枝晶呈圓整化生長,碳原子通過奧氏體殼向石墨擴散,石墨球顯著長大,最后共晶晶粒相遇,晶粒間殘余液相全部變為固相,凝固結束。奧氏體外殼的封閉過程主要可分為快速封閉型和緩慢封閉型兩種類型。快速封閉型過程是指奧氏體在球墨界面貧碳區快速形核并形成封閉奧氏體殼的過程。由于球墨與奧氏體界面近似均勻,原子遷移速度基本相同,碳向球體表面均衡擴散,從而保持了石墨的球狀生長狀態。緩慢封閉型過程是指由于冷卻慢、缺乏核心等原因延緩了球墨外圍奧氏體殼的封閉時間,引起局部缺口的形成,從而形成不規則鐵素體的過程;此時一部分石墨球在一段時間內保持與熔液接觸,碳原子易向球墨擴散,導致球墨不均勻生長;奧氏體封閉越慢,石墨畸變越嚴重。
03結論
(1) 在拉伸載荷作用下,QT400-18L鐵素體球墨鑄鐵中石墨球間的間距對裂紋萌生與擴展起重要作用;當石墨球均勻分布且間距大于石墨球平均直徑時,石墨球與基體界面脫離,且石墨球內部產生徑向裂紋或貫穿整個石墨的裂紋;當石墨球聚集分布且間距小于石墨平均直徑時,石墨球與基體之間裂紋連接成為尺寸較大的裂紋。
(2) 在沖擊載荷作用下,石墨球的分布對石墨與基體界面開裂形貌影響較小,石墨形狀對沖擊斷裂機制具有重要影響。除石墨球/基體界面脫離外,石墨“洋蔥狀”開裂及石墨內部徑向開裂是石墨損傷的兩種主要模式。
(3) 在拉伸和沖擊載荷作用下不規則石墨球均存在明顯層狀撕裂現象,一些內部裂紋延伸至鐵素體基體;石墨球圓整度與其周圍鐵素體晶粒分布有關,快速封閉的奧氏體殼可保持石墨球圓整且周圍鐵素體晶粒均勻分布,而慢封閉的奧氏體殼導致球墨不均勻生長,石墨畸變,周圍鐵素體晶粒分布不均勻。

來源:機械工程材料


