您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-12-15 12:54
對于不同的電極,對工藝參數的敏感性是否一樣,是否存在適配性,有必要進行分析和討論,本次討論LFP、LNM、C電極差別,為選取最佳工藝參數做參考指導。
1最小平均切割功率

對比LNMC和LFP的數值可以看出,LNMC所需切割功率比LFP低,并且激光脈沖通量高,頻率低。當頻率為20 kHz,激光脈沖通量約為110 J/cm2時,LNMC切割效率最高;當頻率為100 kHz,激光脈沖通量約為35-40 J/cm2時,LFP切割效率最高。對于 LNMC和LFP電極而言,所用的集流體相同,切割效率最高對應的參數不同原因可能是LNMC燒蝕產物在很高頻率時具有更強的屏蔽作用,LFP燒蝕產物在很高通量時具有更強的屏蔽作用。使用組3的參數時(重復頻率為20 kHz,激光脈沖通量約為150 J/cm2),負極平均切割功率最低,這是由于銅導體膜的燒蝕閾值高,需要高通量。
可以看出,在測試范圍內,頻率和激光脈沖通量對最小平均切割功率的影響大于脈寬。由于短脈沖熱傳導損失的減少,較短的脈沖可提高燒蝕效率,但顯然,激光脈沖通量和重疊在優化材料噴射范圍和降低燒蝕產物的屏蔽效應方面具有更重要的意義。
這些結果的意義從效率和經濟的角度來看都是重要的,因為正確選擇激光參數可以使平均激光功率減少一半以上。組1的LNMC電極最小平均切割功率是組3的兩倍以上。很明顯,理想的參數范圍很大程度上依賴于電極成分,因此相同的切割參數并不一定適用于所有電極類型。
2SEM分析

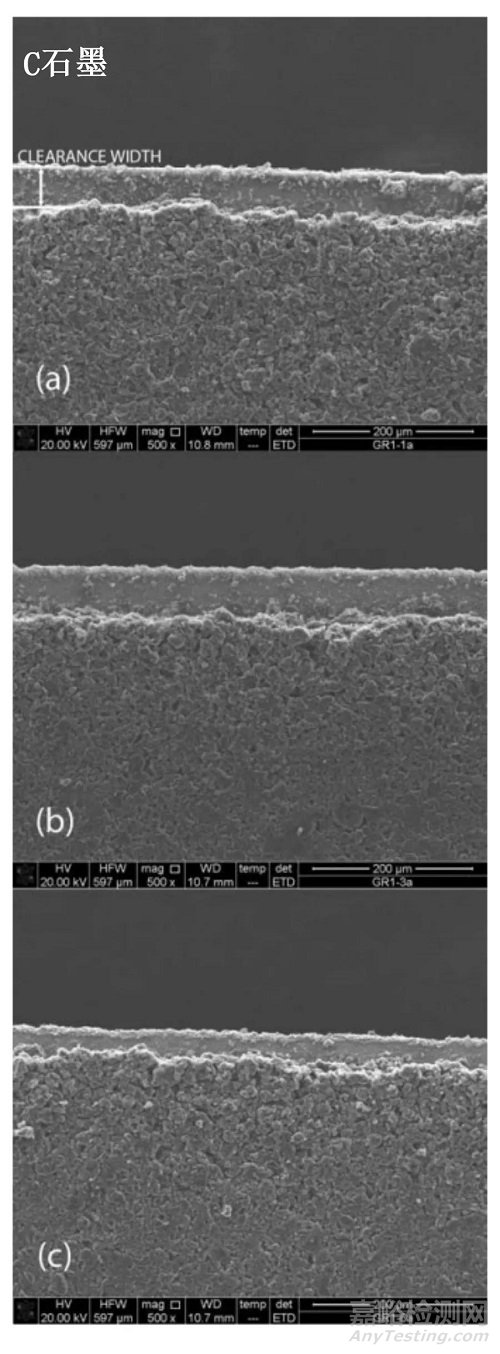
LNMC電極、LFP電極和石墨電極激光切割后SEM圖像分別如上所示。所有切割邊都顯示出可見的間隙寬度,其中上層涂層被燒灼寬度大于集流體。這一特點可能是由于金屬層的熱積累和傳導效應導致隨后加熱和去除暴露區域以外的活性層。
對比兩種正極材料,LFP對工藝參數的靈敏度高于LNMC。當為組1時,LFP的切割邊緣出現活性層熔化和再凝固的跡象,形成直徑約為25μm的球形缺陷。對于第3組,可以看到較小的球形缺陷,涂層有一些開裂,而第2組沒有這種形成或開裂。第1組和第2組的燒灼寬度相似,為20-25 μm,第3組的燒灼寬度略大。宏觀切割質量和最小平均切割功率之間存在聯系,切割質量最好的為第二組,這與平均切割功率最小的參數相同。因此,在切削效率較低的情況下,有效涂層的燒灼是熱積累的結果。
LNMC沿切割邊緣沒有可見的球形缺陷;然而,燒灼寬度大于LFP,在30-50 μm范圍內。在組1中,平均切割功率最大,可見切割質量最高。雖然在宏觀切割質量方面,該電極對激光參數的靈敏度似乎比LFP低,盡管在圖3中觀察到的切割效率較低,但低通量脈沖具有更清晰的切割邊緣。為了確定在這些條件下熱積累的影響,有必要研究高和低激光脈沖通量下化學和微觀結構的變化。負極切割邊緣表現出與LNMC相似的特性,宏觀缺陷極小。與LFP一樣,最高的可見質量獲得的參數,平均切割功率最小。負極使用組3使平均切削功率和燒灼寬度最小。因此,靠近切削邊緣的活性涂層的去除是熱積累的結果。
從上分析可以看出,對于不同的電極,最佳工藝參數存在明顯差別,應根據不同的材料特性優化參數。
參考文獻
[1] Lutey A , Fortunato A , Carmignato S , et al. Quality and Productivity Considerations for Laser Cutting of LiFePO4 and LiNiMnCoO2 Battery Electrodes[J]. Procedia Cirp, 2016, 42:433-438.

來源:順鋰成章


