您當前的位置:檢測資訊 > 法規標準
嘉峪檢測網 2021-07-13 17:02
今日,國家藥監局發布了醫械國家標準《牙科學 技工室用刃具 第4部分:技工室用微型硬質合金刃具》征求意見稿,全文如下:
前言
本文件按照GB/T 1.1-2020《標準化工作導則 第1部分:標準化文件的結構和起草規則》的規定起草。
本文件是GB/T 36917的第4部分。GB/T 36917已經發布了以下部分:
——第1部分:技工室用鋼質刃具;
——第2部分:技工室用硬質合金刃具。
本文件修改采用ISO 7787-4:2002《牙科旋轉器械刃具第4部分:技工室用微型硬質合金刃具》。
本文件與ISO 7787-4:2002相比,除結構調整和編輯性改動外,主要變化如下:
——為與已發布的第1部分和第2部分名稱協調,將標準名稱改為《牙科學技工室用刃具第4部分:技工室用微型硬質合金刃具》;
——關于規范性引用文件,本文件做了具有技術性差異的調整,以適應我國的技術條件和便于本文件的實施,調整的情況集中反映在第2章“規范性引用文件”中,具體調整如下:
——將“3符號”更改為“3術語、定義和符號”,增加了3.1術語與定義。
請注意本文件的某些內容可能涉及專利。本文件的發行機構不承擔識別這些專利的責任。
本文件由國家藥品監督管理局提出。
本文件由全國口腔材料和器械設備標準化技術委員會齒科設備與器械分技術委員會(SAC/TC99 SC1)歸口。
本文件起草單位:廣東省醫療器械質量監督檢驗所
本文件主要起草人:
引言
本文件是關于牙科旋轉器械系列標準中的一個。
本文件所規定的微型硬質合金刃具在尺寸上和其他方面上的各種要求被認為對確保牙科技工室器械的互換性和安全使用是非常重要的。
表1至16中列的工作部分的公稱直徑與ISO 2157 牙科旋轉器械—標稱直徑與名稱代碼中規定的直徑一致。
應注意,ISO 6360系列標準里面給出了一個十五位的數字編碼系統,用來劃分所有類型的牙科旋轉器械。
牙科學 技工室用刃具 第4部分:技工室用微型硬質合金刃具
(ISO 7787-4:2002,MOD)
1 范圍
本文件規定了10種常用的牙科技工室用微型硬質合金刃具的尺寸形狀要求、切削刃數量、齒形種類以及徑向跳動要求,這10種微型硬質合金刃具也是技工室最主要使用的微型刃具。
2 規范性引用文件
下列文件中的內容通過文中的規范性引用而構成本文件必不可少的條款。其中,注日期的引用文件,僅該日期對應的版本適用于本文件;不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 2828.1 計數抽樣檢驗程序 第1部分:按接收質量限(AQL)檢索的逐批檢驗抽樣計劃(GB/T 2828.1-2012, ISO2859-1:1999, IDT)
YY/T 0873.1牙科旋轉器械的數字編碼系統 第1部分:一般特性(YY/T 0873.1.1-2013,ISO6360-1:2004, IDT)
YY/T 0874 牙科學 旋轉器械試驗方法(YY/T 0874-2013,ISO 8325:2004,IDT)
YY/T XXXX 牙科 旋轉器械與振動器械的桿(YY/T XXXX-XXXX,ISO 1797:2017,MOD)
3 術語、定義和符號
3.1 術語和定義
本文件沒有需要界定的術語和定義。
3.2 符號
下列符號適用于本文件:
d1 工作部分直徑,頭部直徑;
d2 頸部尺寸;
l 工作部分長度,頭部長度;
a 工作部分角度。
4 要求
4.1 材料
4.1.1 工作部分
工作部分應由硬質合金材料制成。材料類型的選擇及其處理方法由制造商決定。
4.1.2 桿
桿材料應符合YY/T XXXX對金屬桿的要求。
4.2 形狀
工作部分的形狀應如圖1 ~圖 15中規定的形狀。
在尺寸規定范圍內以及相應條款規定的范圍內的形狀變化,都是允許的。
按5.1進行試驗。
4.3 尺寸以及切削刃數量
4.3.1 工作部分
4.3.1.1 概述
尺寸單位為毫米;角度單位為度。
工作部分的尺寸應符合圖1 ~ 圖15和表1 ~ 圖15中的規定。
切削刃數量應符合表16 中的規定。
按5.2進行試驗。
4.3.1.2 球形(Spherical, round)

圖1
表1 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
010 |
1.0 |
0.75 |
0.85 |
|
012 |
1.2 |
0.85 |
1.05 |
|
014 |
1.4 |
0.95 |
1.25 |
|
016 |
1.6 |
1.05 |
1.4 |
|
018 |
1.8 |
1.20 |
1.6 |
|
021 |
2.1 |
1.35 |
1.9 |
|
023 |
2.3 |
1.45 |
2.1 |
|
025 |
2.5 |
1.50 |
2.3 |
|
027 |
2.7 |
1.60 |
2.5 |
|
031 |
3.1 |
1.80 |
2.6 |

圖2
表2 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
014 |
1.4 |
0.95 |
1.2 |
10° ~ 16° |
|
018 |
1.8 |
1.25 |
1.55 |
|
|
031 |
3.1 |
2.35 |
3.0 |
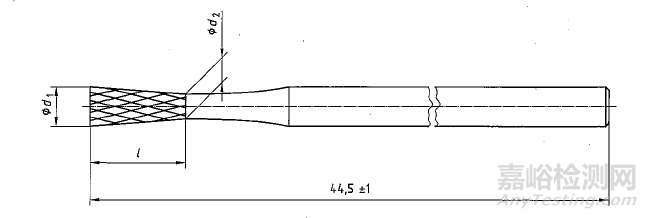
圖3
表3 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
0.95 |
4.75 |
|
016 |
1.6 |
1.10 |
4.75 |
|
023 |
2.3 |
1.45 |
5.5 |
圖4
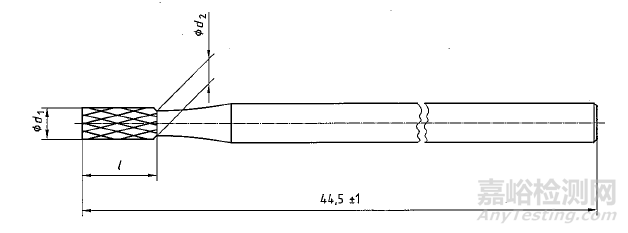
表4 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.30 |
4.75 |
|
023 |
2.3 |
1.85 |
5.5 |
|
025 |
2.5 |
2.35 |
5.5 |

圖5
表5 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
023 |
2.3 |
2.35 |
15.0 |
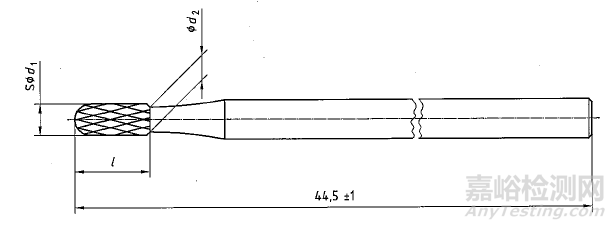
圖6
表6 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.30 |
4.75 |
|
023 |
2.3 |
1.85 |
5.5 |
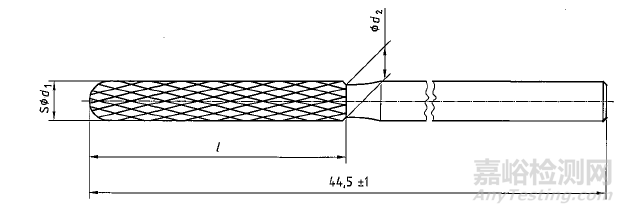
圖7
表7 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
016 |
1.6 |
1.6 |
9.5 |
|
023 |
2.3 |
2.35 |
15.0 |

圖8
表8 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
014 |
1.4 |
1.25 |
4.75 |
10° ~ 14° |
|
016 |
1.6 |
1.50 |
5.0 |
|
|
018 |
1.8 |
1.60 |
5.5 |
|
|
023 |
2.3 |
1.95 |
5.5 |

圖9
表9 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
016 |
1.6 |
1.6 |
9.5 |
6° ~ 10° |
|
023 |
2.3 |
2.35 |
11.5 |
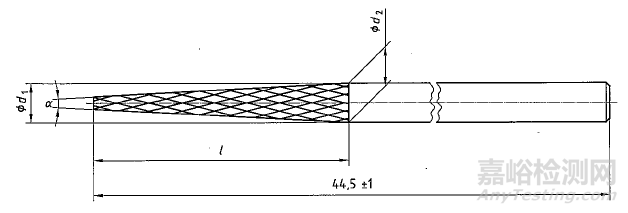
圖10
表10 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
a |
|
023 |
2.3 |
2.35 |
15.0 |
6° ~ 10° |
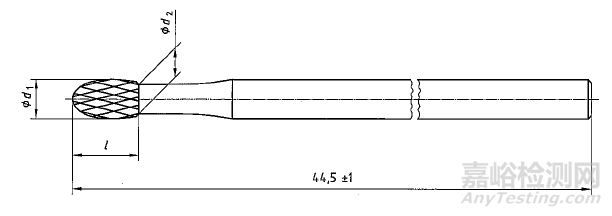
圖11
表11 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
014 |
1.4 |
1.0 |
2.9 |
|
023 |
2.3 |
1.7 |
3.8 |

圖12
表12 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
012 |
1.2 |
1.15 |
4.5 |
|
023 |
2.3 |
1.85 |
5.5 |
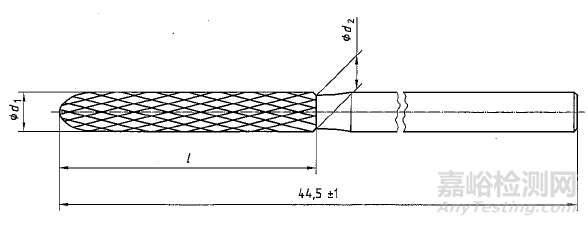
圖13
表13 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
016 |
1.6 |
1.6 |
9.5 |
|
023 |
2.3 |
2.35 |
15.0 |
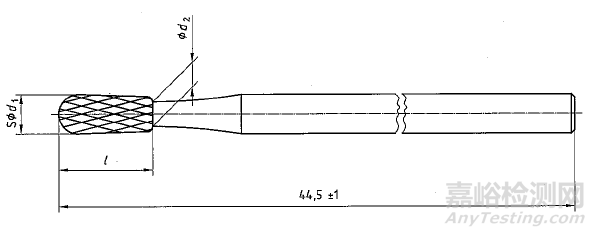
圖14
表14 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
023 |
2.3 |
1.45 |
5.5 |
|
029 |
2.9 |
2.00 |
5.5 |
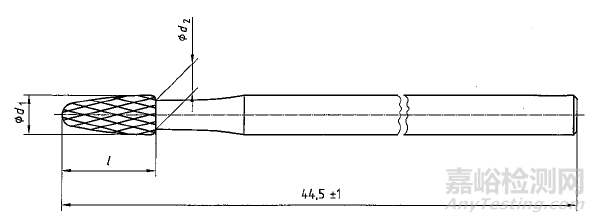
圖15
表15 尺寸
|
公稱直徑代號 (公稱規格) |
d1 ±0.1 |
d2 最大值 |
l ±0.5 |
|
012 |
1.2 |
0.9 |
3.5 |
|
023 |
2.3 |
1.7 |
5.5 |
桿應為YY/T XXXX中的2型。
圖1 ~ 圖15中所示的刃具齒形僅為示例。齒形的選擇由制造商規定。齒形的識別參見第7條及表16。
按5.3進行試驗。
總徑向跳動值應不大于0.08mm;
按5.4進行試驗。
利用投影圖或者按YY/T 0874測量相關尺寸,來確定形狀。
按YY/T0874測量尺寸。
通過目測確定切削刃數量。
通過目測確定齒形種類。
按YY/T 0874測量徑向跳動值。
測量點應是最大直徑處,對于圓柱形器械,測量點應是工作部分的中部。
接受質量限(AQL)按GB/T 2828.1應為6.5。
齒形應按照下列任意信息或者其中的任意組合信息進行命名:
a) 表16規定的項(細、粗等);
b) 表16規定的代碼(F、M等);
c) 表16規定的顏色;
d) ISO 6360中相關部分規定的代碼。
切削刃數量應為表16中所規定的數量。
表16齒形命名與切削刃數量
|
|
||||||||||||||||||||||||
|
齒形命名 |
切削刃數量 |
|||||||||||||||||||||||
|
010a |
012a |
014a |
016a |
018a |
021a |
023a |
025a |
027a |
029a |
031a |
||||||||||||||
|
項 |
代碼b |
顏色 |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
右c |
左c |
|
非常細 |
VF |
黃色 |
|
|
|
|
12~16 |
|
14~16 |
|
16~20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VFX |
|
|
|
|
|
|
8~12 |
14~16 |
8~12 |
16~20 |
12~16 |
|
|
20~24 |
12~18 |
20~24 |
12~18 |
20~24 |
12~18 |
|
|
|
|
|
|
細 |
F |
紅色 |
|
|
10~12 |
|
10~12 |
|
12~14 |
|
12~14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
FX |
|
|
|
10~12 |
6~8 |
10~12~27 |
6~8 |
12~14 |
8~12 |
12~14 |
8~12 |
|
|
14~22 |
8~18 |
14~22 |
8~18 |
14~22 |
8~18 |
18~22 |
12~18 |
18~22 |
12~18 |
|
|
中等 |
M |
藍色 |
6~8 |
|
6~8 |
|
8~10 |
8~10 |
10~12 |
|
|
|
|
|
8~16 |
|
8~16 |
|
8~16 |
|
12~16 |
|
12~16 |
|
|
MX |
|
6~8 |
4~6 |
6~8 |
4~6 |
8~10 |
5~8 |
8~10 |
6~8 |
10~12 |
6~9 |
|
|
10~16 |
6~14 |
10~16 |
6~14 |
10~16 |
6~14 |
12~16 |
8~14 |
12~16 |
8~14 |
|
|
注: 空白處表示目前沒有此類技工室用微型硬質合金刃具。 a 公稱直徑指表1 ~表15中的直徑。 b X指帶有交叉刃的技工室用微型硬質合金刃具。 c 右/左是指當沿著微型硬質合金刃具的桿觀察,工作部分的螺旋齒形。 |
||||||||||||||||||||||||
硬質合金刃具上的標記可包含相關齒形信息。
如果有標記,標記應符合第7章中的規定。
顏色標記應標注在工作部分的后面、配合長度的外側。
包裝標簽應至少包含下列信息:
應按照ISO 6360合適部分給出上述信息。
技工室用微型硬質合金刃具的包裝形式由制造商決定。

來源:國家藥監局


