您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-06-10 09:35
分別在焊縫深度方向、垂直焊接方向、沿焊接方向設置外加磁場后,對15Mn合金鋼板進行電子束焊接,研究了外加磁場對電子束焊縫成形、組織及性能的影響。結果表明:不同外加磁場條件下電子束焊縫質量良好,無裂縫、氣孔和夾渣等焊接缺陷;磁場方向垂直焊接方向和沿焊接方向時,焊縫在表面和深度方向均發生偏轉。與未設置外加磁場相比,磁場方向沿焊縫深度方向時,焊縫的深度和寬度增大;磁場方向沿焊接方向時,焊縫的深度不變,寬度增加,深度方向偏轉角較小;磁場方向垂直焊接方向時,焊縫的深度減小,寬度增大,深度方向偏轉角較大;焊縫顯微組織和截面顯微硬度的分布規律不受外加磁場方向的影響。
01.試樣制備與試驗方法
待焊材料為由鞍鋼提供的鐵磁性15Mn合金鋼板。采用如圖1所示的高壓數控真空電子束焊機對15Mn合金鋼板進行無填充材料的自熔焊試驗,電子槍與合金鋼板之間的工作距離為345mm,電子束焊接工藝參數如表1所示。在焊接過程中施加不同方向的外加磁場,外加磁場采用強磁體,單塊強磁體尺寸為50mm×25mm×25mm,其表面磁場強度為0.55T,強磁體的數量、放置位置以及焊接方向如圖2所示,分別將未放置強磁體、在合金板中間位置的底部放置強磁體、在合金板長度方向兩側中間位置放置強磁體、在合金板寬度方向兩側中間位置放置強磁體的焊接工藝記作工藝1、工藝2、工藝3和工藝4,其中工藝2、工藝3和工藝4下的磁場方向分別為沿焊縫深度方向、垂直于焊接方向和沿焊接方向。
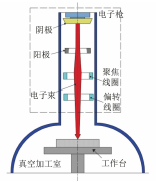
圖1 電子束焊接裝置示意
表1 電子束焊接工藝參數
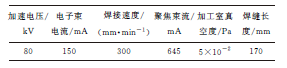

圖2 焊接時外加強磁體的數量、位置及焊接方向
焊接完成后,在焊縫長度的中心位置處垂直于焊接方向截取金相試樣,經磨拋并用硝酸酒精溶液腐蝕后,采用光學顯微鏡觀察顯微組織。采用顯微硬度計測焊縫截面的硬度分布,測試位置為距焊縫長度方向中間位置表面10mm深度處焊縫截面垂直于焊接方向的不同區域,測試間隔為1mm,載荷為1N,保載時間為10s。
02.試驗結果與討論
2.1表面與截面形貌
圖3中箭頭方向為預設焊接軌跡。由圖3可以看出:工藝1下,焊縫金屬飽滿、連續且均勻,焊縫與預設焊接軌跡完全重合,并在焊縫尾部形成弧坑;工藝2下,電子束在平行電子束方向的磁場中不受洛倫茲力影響,因此焊縫表面形貌與無磁場條件下的相似;工藝3和工藝4下,磁場方向垂直于電子束方向,在洛倫茲力的作用下,焊縫明顯偏離預設焊接軌跡。當磁場方向垂直于焊接方向時,電子束受到強磁體的影響發生偏轉,導致焊縫嚴重偏離焊接預設軌跡。當磁場方向沿焊接方向時,焊縫兩端的磁場強度較高,電子束偏轉嚴重,焊縫中段的磁場強度為零,焊縫與預設焊接軌跡重合,最終焊縫偏離預設軌跡而呈兩端對稱分布。

圖3 不同外加磁場條件下電子束焊接接頭的表面形貌
由圖4可以看出:不同外加磁場條件下電子束焊接后均可得到成形系數較小的全熔透焊縫,并且焊縫無裂縫、氣孔和夾渣等焊接缺陷;焊接接頭截面包括焊縫、熱影響區和母材。工藝1下的焊縫方向與工藝2下的一致,均垂直向下,但是與工藝1的相比,工藝2下的焊縫深度與寬度均較大,這主要是因為外加磁場導致電子束動能增加,而電子束在寬度方向上掃過的面積不變,從而造成材料表面的能量密度增大,母材金屬的熔化量增多。與工藝1的相比,工藝3下的焊縫在深度方向發生較小角度的偏轉,深度不變,寬度增大,這主要是因為在垂直焊接方向的磁場作用下,電子束中電子運動方向發生偏轉,使得熱量分散到更寬的區域,即電子束在寬度方向上掃過的面積增大。與工藝1相比,工藝4下的焊縫在深度方向發生較大角度的偏轉,深度減小,寬度增大,這主要是由于沿焊接方向的外加磁場對電子束的影響較大,導致電子束中的電子向一邊偏轉的角度大于工藝3下的,使得熱量分散到更寬的區域,即電子束在寬度方向上掃過的面積增大,材料表面的能量密度降低,母材金屬的熔化量減少,因此焊縫的深度減小,寬度增大,偏轉角度增加。由此可知,在外加磁場方向垂直于電子束方向下進行電子束焊接時,焊縫在表面和深度方向均發生偏轉。

圖4 不同外加磁場條件下電子束焊接接頭中心位置的截面形貌
2.2顯微組織
由于不同外加磁場條件下的焊縫截面顯微組織相似,因此僅對外加磁場沿焊接方向(工藝4)條件下的焊縫截面組織進行觀察。

圖5 工藝4下電子束焊接接頭中間截面的顯微組織
由圖5可知:電子束焊接接頭包括焊縫、熱影響區和母材,由于電子束焊接的能量集中,熱輸入低,因此熱影響區很窄;焊接過程中,焊縫金屬發生重熔,凝固后組織粗大,且晶粒具有明顯的方向性;靠近焊縫的熱影響區的奧氏體化溫度較高,其晶粒較粗大,而靠近母材的熱影響區的組織經過再結晶后得到細化。焊縫的鐵素體基體上分布有島狀或短棒狀的富碳奧氏體,是典型的粒狀貝氏體組織;焊縫的峰值溫度在電子束焊接過程中達到了待焊材料的熔點以上,因此熔融金屬經過均勻快速冷卻后形成粗大的粒狀貝氏體。熱影響區的組織不均勻,靠近焊縫一側熱影響區的組織為粒狀貝氏體,且比焊縫的細小,而靠近母材一側熱影響區的組織為貝氏體、鐵素體和珠光體,這是由距焊縫不同距離處的熱循環過程不同導致的。在焊接過程中,靠近焊縫區的熱影響區的溫度達到完全奧氏體化溫度,晶粒長大并在后續冷卻過程中形成較粗大的粒狀貝氏體。靠近母材的熱影響區為不完全結晶區,在焊接過程中該區域沒有達到完全奧氏體化溫度,組織內殘存了大量的珠光體和鐵素體,其中奧氏體化組織轉變為貝氏體,未奧氏體化的組織則保留下來,從而形成了貝氏體、珠光體和鐵素體的混合組織。母材組織為鐵素體和少量珠光體。焊縫的起始點和終點處的焊接條件比較復雜,因此未作深入討論。
2.3硬度
由圖6可知,焊接接頭截面的顯微硬度在151~258HV之間,不同外加磁場條件下隨著距焊縫中心距離的增加,顯微硬度均呈先升高后降低的趨勢,熱影響區的最高,焊縫的次之,母材的最低。焊縫和靠近焊縫的熱影響區的顯微組織為粒狀貝氏體,因此其顯微硬度高于母材的;熱影響區的粒狀貝氏體組織比焊縫的細小,所以該區域的顯微硬度略高于焊縫的。

圖6 不同外加磁場條件下電子束焊接接頭截面的顯微硬度分布曲線
03.結論
(1) 不同外加磁場條件下電子束焊接后焊縫質量良好,無裂縫、氣孔和夾渣等焊接缺陷;在磁場方向沿焊接方向或垂直焊接方向,即垂直于電子束方向下進行焊接時,焊縫在表面和深度方向均發生偏轉。
(2) 與未設置外加磁場相比,磁場方向沿焊縫深度方向時,焊縫的深度和寬度增大;磁場方向沿焊接方向時,焊縫的深度不變,寬度增加,深度方向偏轉角較小;磁場方向垂直焊接方向時,焊縫的深度減小,寬度增大,深度方向偏轉角較大。
(3) 外加磁場不會影響電子束焊接接頭不同區域的顯微組織,焊縫組織為較粗大的粒狀貝氏體,靠近焊縫一側熱影響區的粒狀貝氏體較焊縫的細小,靠近母材一側熱影響區的組織為貝氏體、鐵素體和珠光體,母材組織為鐵素體和少量珠光體。
(4) 焊接接頭截面的顯微硬度在151~258HV之間,熱影響區的硬度最高,焊縫的次之,母材的最低,焊縫的顯微硬度變化規律不隨外加磁場方向的變化而變化。

來源:機械工程材料


