您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-05-26 16:41
增材制造技術以其制造自由度高、精度高、節約時間等優勢被廣泛應用于航空航天領域,按照所用材料狀態及成型方法分類,其可分為熔融沉積、光固化立體、分層實體制造、電子束選區熔化、激光選區熔化等;增材制造常用的材料主要為鈦合金、高溫合金等。在制造過程中,受熱、力等因素的影響,零件內部會出現裂紋、氣孔、未熔合等多種缺陷,因此如何開展增材制造產品的無損檢測工作顯得尤為重要。
針對增材制造產品的無損檢測問題,國內外研究機構均開展了研究。德國弗朗霍夫無損檢測研究所利用相控陣超聲檢測技術評估增材制造產品的材料各向異性和組織特征。美國國家航空航天局采用傳統超聲檢測方法和相控陣超聲檢測方法對增材制造技術制造的鈦合金、鋁合金件進行內部質量檢測,證明了通過相控陣B掃查能夠有效識別出材料內部的孔隙和未熔合缺陷。北京航空制造工程研究所初步研究了超聲相控陣檢測技術在A-100鋼電子束熔絲成型制件中的應用,得出了微觀組織結構對檢測技術的應用有較大影響,且超聲波入射方向和角度對微裂紋的識別非常關鍵的結論。西北工業大學研究對比了TC4鈦合金鍛件與增材制造產品的聲學特征,發現TC4鍛件的聲速大于增材制造產品,而衰減系數則反之,同時分析了TC4鈦合金增材制造產品不同熱處理后的聲學特征。
1 聲學參量檢測
選取激光選區熔化成型技術制造的GH3536合金為研究對象,測定沿聲束入射面的聲學參量,采用10MHz頻率的直接接觸探頭,利用超聲檢測系統分別采集A掃全波數據,在聲束入射面分別測量15個數據點。利用數據分析軟件分別讀取一次底波與二次底波的幅值及時間差,并計算聲速與衰減系數,如圖1所示,可見聲速最大差值小于212m/s,衰減系數最大差值為0.10dB/mm,主頻偏移值經過快速傅里葉變換(FFT),最大偏差為19.37%。
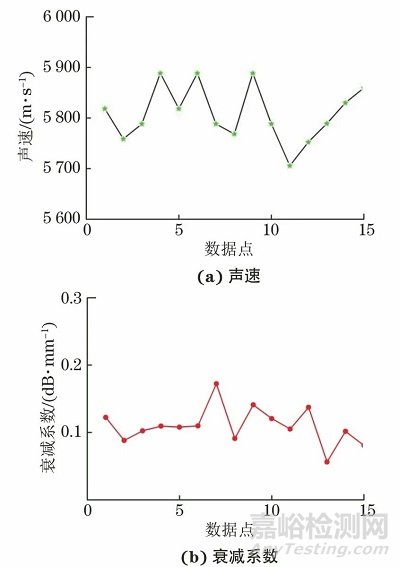
圖1 聲學參量檢測結果
GH3536合金聲束入射面的金相檢驗結果如圖2所示,可見入射面晶粒形貌較為均勻,聲波散射、偏折程度較小。

圖2 GH3536合金聲束入射面的金相檢驗結果
2 相控陣超聲檢測
相控陣超聲檢測是通過控制陣列換能器中各個陣元激勵(或接收)脈沖的時間延遲,實現聲束能量和方向的改變。再經過對聲束的信號合成,最終形成相控陣超聲檢測圖像。
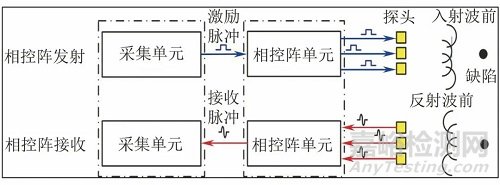
圖3 相控陣超聲檢測原理示意
相控陣超聲檢測的優勢在于合成波束的可控性,即波束的偏轉、聚焦和偏轉+聚焦,上述3個過程的本質相同,只是延時方式存在差異。
利用相控陣超聲檢測設備采集數據,儀器選用奧林巴斯Omniscan SX設備,配備10L-16-A10探頭、ENC1-2.5-LM手動編碼器和SA10平楔塊。
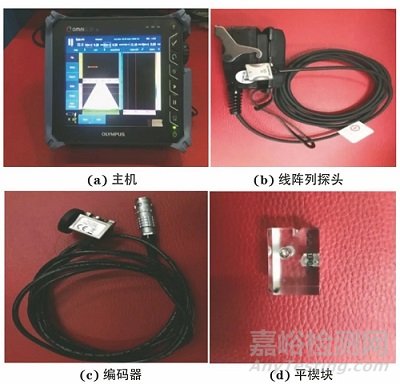
圖4 相控陣超聲檢測系統外觀
為了更好地開展試驗,通過增材制造技術中激光選區熔化成型方法制作了對比試塊,如圖5所示,試塊中包含不同埋深的人工橫通孔,孔直徑為1.0mm,深度分別為3,5,7,9,11mm。

圖5 對比試塊結構示意
使用上述相控陣超聲檢測系統檢測對比試塊,分別設置不同的聚焦法則,偏轉角度設置為-10°~10°,激發陣元數目分別為6,10,16,聚焦深度分別為3,5,10mm,然后對對比試塊中的人工缺陷進行掃查,圖6~8為部分聚焦法則條件下的相控陣超聲檢測多視圖掃查圖像。
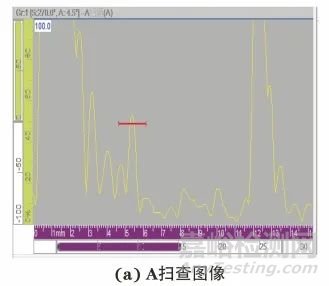
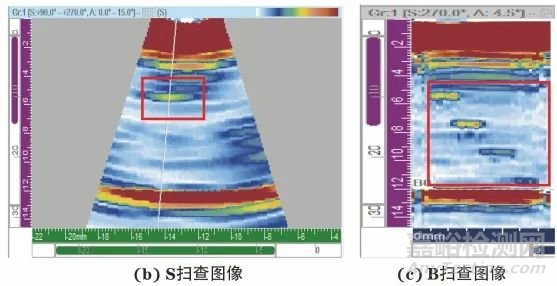
圖6 激發6陣元,聚焦深度5mm時的對比試塊檢測圖像


圖7 激發10陣元,聚焦5mm時的對比試塊檢測圖像
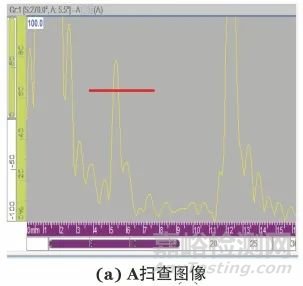

圖8 激發16陣元,聚焦5mm時的對比試塊檢測圖像
由圖6~8可知,聚焦法則和聲場分布的不同造成了對不同深度缺陷的檢出存在一定差異。在激發6陣元,聚焦深度不同的情況下,定位誤差最大為0.64mm;在激發10陣元,聚焦深度不同的情況下,定位誤差最大為0.45mm;在激發16陣元,聚焦深度不同的情況下,定位誤差最大為0.57mm。
根據典型結構產品尺寸特征,利用上述試驗系統,設置聚焦法則激發陣元為10陣元、聚焦深度為5mm進行實際檢測,檢測結果如圖9所示。



圖9 典型產品的相控陣超聲檢測圖像
對產品中發現的缺陷進行定位,得到以下結果:1#缺陷深度為7.6mm,當量尺寸為Φ1.48mm;2#缺陷深度為9.6mm,當量尺寸為Φ1.25mm。
GH3536合金是鎳基固溶強化高溫合金,其組織構成與激光選區熔化成型工藝參數密切相關。在對產品開展相控陣超聲檢測時,聚焦法則的設置直接關系到最終產品的檢測結果,當陣元數目較少時,由于聚焦聲束擴散角及能量的限制,聲束在傳播過程中會發生較大的衰減與畸變,這就使得缺陷檢出效果較差。激發6陣元,在不同深度聚焦條件下,能夠發現深度分別為3,5,7mm的缺陷;激發10陣元,不同深度聚焦條件下,能夠發現深度分別為3,5,7,9,11mm的缺陷;激發16陣元,不同深度聚焦條件下,對于近表面深度為3mm缺陷的分辨效果較差,對于其他深度缺陷則能夠有效區分,由檢測結果可知,不同深度缺陷定位誤差在10%以內。由圖9可見,同時激發不同角度的聲束,有效檢出了不同深度的缺陷,這是相控陣超聲檢測的另一個獨特優勢所在。
結語
研究了增材制造高溫合金產品沿聲束入射面入射時的聲速、衰減系數與主頻偏移值等聲學參量的變化規律,在上述基礎之上,利用對比試塊及典型結構件進行了相控陣聚焦法則優化設計,檢測結果表明,相控陣超聲檢測技術能夠有效識別增材制造高溫合金內部的缺陷,在后續實際工程應用時應綜合考慮聚焦法則設置及不同位置缺陷的有效檢出。

來源:無損檢測NDT


