您當(dāng)前的位置:檢測(cè)資訊 > 法規(guī)標(biāo)準(zhǔn)
嘉峪檢測(cè)網(wǎng) 2021-04-12 09:26
GB/T228.1-2010《金屬材料拉伸試驗(yàn)第1部分:室溫試驗(yàn)方法》發(fā)布后,如何執(zhí)行第10.3款要求的方法A和第10.4款要求的方法B,一直是各試驗(yàn)室和試驗(yàn)機(jī)制造廠家關(guān)注的焦點(diǎn)。作為試驗(yàn)機(jī)制造廠家,應(yīng)領(lǐng)會(huì)貫徹標(biāo)準(zhǔn),將其應(yīng)用到試驗(yàn)設(shè)備中,成為理論聯(lián)系實(shí)際的橋梁。
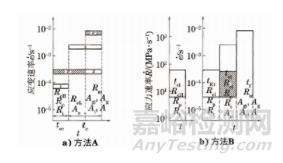
圖1拉伸試驗(yàn)中測(cè)定各參數(shù)時(shí)應(yīng)選用的應(yīng)變速率范圍
GB/T228.1—2010第10.3.1款總則中寫道:“方法A是為了減小測(cè)定應(yīng)變速率敏感參數(shù)(性能)時(shí)的試驗(yàn)速率變化和試驗(yàn)結(jié)果的測(cè)量不確定度”。從試驗(yàn)設(shè)計(jì)的角度來看,統(tǒng)一的試驗(yàn)條件,是減小測(cè)量不確定度和提高各試驗(yàn)室數(shù)據(jù)可比性的基本要求,方法A在此邏輯上是完全正確的,并在圖1中給出了拉伸試驗(yàn)中測(cè)定上屈服強(qiáng)度ReH、下屈服強(qiáng)度ReL、屈服點(diǎn)延伸率Ae、規(guī)度塑性延伸強(qiáng)度Rp、規(guī)定總延伸強(qiáng)度Rt、抗拉強(qiáng)度Rm、最大力塑性延伸率Ag、最大力總延伸率Agt、斷后伸長(zhǎng)率A、斷裂總延伸率At和斷面收縮率Z時(shí)應(yīng)選用的試驗(yàn)速率范圍。
在方法A和方法B實(shí)際執(zhí)行過程中,很多細(xì)節(jié)問題都是值得認(rèn)真探討的。例如方法A和方法B各種方法的適用范圍、各種速率的切換時(shí)機(jī)、設(shè)備的剛性對(duì)試驗(yàn)結(jié)果的影響、試樣不均勻變形對(duì)控制的影響等問題,都需要仔細(xì)探討。來自深圳萬測(cè)試驗(yàn)設(shè)備有限公司的黃星、張列民、王敏三位研究人員在執(zhí)行GB/T228.1—2010的過程中總結(jié)出了一些想法建議,現(xiàn)提出供GB/T228.1—2010修訂參考。
在金屬拉伸試驗(yàn)中,引伸計(jì)測(cè)量的是標(biāo)距內(nèi)的平均工程應(yīng)變,力傳感器測(cè)量的是整個(gè)試樣平行段的應(yīng)力。如果試樣是均勻變形的,則僅測(cè)量試樣標(biāo)距內(nèi)的應(yīng)變就可以推測(cè)出整個(gè)平行段的應(yīng)變,但實(shí)際情況并不完全如此。以螺紋鋼試樣為例,通過視頻引伸計(jì)多點(diǎn)跟蹤相鄰橫肋(橫肋的原始間距約為9.7mm)的距離變化,觀測(cè)螺紋鋼試樣在平行段的不同位置是否產(chǎn)生同樣的應(yīng)變,如圖2所示。
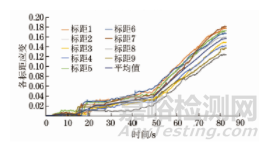
圖2螺紋鋼試樣在平行段不同位置不同時(shí)間的應(yīng)變
由圖2可知,螺紋鋼試樣中間取的9個(gè)相鄰橫肋之間的應(yīng)變是有差異的,特別是在屈服階段。因此,螺紋鋼試樣在整個(gè)拉伸過程中,平行段各位置的應(yīng)變速率并不完全一致。在屈服階段,特別是在出現(xiàn)上屈服的時(shí)候,如果引伸計(jì)標(biāo)距外率先出現(xiàn)屈服,引伸計(jì)標(biāo)距內(nèi)還在彈性階段,可能會(huì)出現(xiàn)引伸計(jì)所測(cè)得的應(yīng)變瞬間變小、應(yīng)變速率瞬間為負(fù)值的情況,應(yīng)力-應(yīng)變曲線會(huì)出現(xiàn)如圖3所示的隨機(jī)往復(fù)現(xiàn)象。

圖3螺紋鋼試樣應(yīng)力-應(yīng)變曲線在上屈服時(shí)出現(xiàn)的隨機(jī)往復(fù)現(xiàn)象
拉伸過程中平行段不同位置的應(yīng)變速率不均勻現(xiàn)象,會(huì)導(dǎo)致標(biāo)距的應(yīng)變速率和夾頭的分離速率不成線性,因此要實(shí)現(xiàn)方法A1(應(yīng)變速率控制),就對(duì)伺服控制系統(tǒng)提出了較高的要求。同理,采用方法A2(根據(jù)平行長(zhǎng)度估計(jì)的應(yīng)變速率換算的橫梁位移控制),也無法獲得標(biāo)距內(nèi)應(yīng)變速率的穩(wěn)定。這種情況在平行長(zhǎng)度Lc與引伸計(jì)標(biāo)距Le相差越大時(shí)越明顯。因此,試樣在Lc/Le小于等于1.5時(shí),使用方法A1的可行性較高,如加工的圓棒形、啞鈴形試樣;而螺紋鋼等線材試樣的Lc/Le遠(yuǎn)大于1.5,使用方法A1的難度相對(duì)較高,不建議采用。
金屬材料呈現(xiàn)連續(xù)屈服時(shí),試樣的應(yīng)力-應(yīng)變曲線通常是一條連續(xù)平滑的曲線。采用應(yīng)變速率控制方式(方法A1)可以獲得滿意的控制效果,如圖4所示。
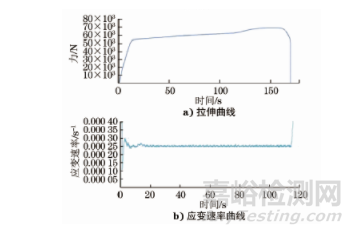
圖4螺紋鋼試樣連續(xù)屈服的拉伸曲線和應(yīng)變速率曲線
金屬材料呈現(xiàn)不連續(xù)屈服特別是鋸齒狀屈服時(shí),試樣的應(yīng)力和應(yīng)變均會(huì)發(fā)生頻率較高且幅度不確定的波動(dòng)。此時(shí)采用閉環(huán)的方式去控制應(yīng)力或應(yīng)變速率,要么抑制了這種波動(dòng),要么系統(tǒng)產(chǎn)生共振,都會(huì)導(dǎo)致材料上屈服強(qiáng)度和下屈服強(qiáng)度出現(xiàn)大的波動(dòng),如圖5所示。因此,對(duì)金屬材料的不連續(xù)屈服階段,不宜采用閉環(huán)的應(yīng)力或應(yīng)變速率控制,而應(yīng)該采用開環(huán)的位移控制。

圖5螺紋鋼試樣不連續(xù)屈服的拉伸曲線和應(yīng)變速率曲線
試驗(yàn)機(jī)的剛度由機(jī)架剛度、機(jī)架各部件安裝間隙、夾頭結(jié)構(gòu)、鉗口齒形、鉗口夾持力、油缸面積、活塞桿位置及液壓油牌號(hào)等多種因素共同決定。例如,雙空間液壓機(jī)的油缸活塞伸出較多時(shí),油缸的剛性會(huì)降低;鉗口齒在高的夾持力的作用下,咬入試樣的深度越深,咬入的面積越大,則鉗口和試樣形成的摩擦副剛度越大;楔形夾具夾持試樣越薄,夾塊伸出楔形槽越多,夾具的剛度越小。這些試驗(yàn)機(jī)的機(jī)械結(jié)構(gòu)及其狀態(tài),導(dǎo)致了試驗(yàn)機(jī)剛度的不確定性和非線性。因此,試圖用剛度修正的方式讓方法A2的橫梁位移速率控制下的實(shí)際應(yīng)變速率能夠在標(biāo)準(zhǔn)要求的±20%內(nèi),是難以實(shí)現(xiàn)的。即使是按照GB/T228.1—2010最新征求意見稿的附錄F《考慮試驗(yàn)機(jī)系統(tǒng)變形情況補(bǔ)償橫梁位移速率的估算》進(jìn)行試驗(yàn),也只能讓實(shí)際應(yīng)變速率盡量接近所需的應(yīng)變速率,而無法準(zhǔn)確達(dá)到±20%的要求。以60t雙空間液壓試驗(yàn)機(jī)為例,在對(duì)直徑為12mm,平行段長(zhǎng)度為170mm的螺紋鋼試樣進(jìn)行試驗(yàn)時(shí),其屈服段的應(yīng)變速率為0.00025s-1,換算出橫梁位移速率為4.5mm·min-1,但在實(shí)際試驗(yàn)過程中,實(shí)際的應(yīng)變速率僅僅約為設(shè)置速率的1/7。
縱向坐標(biāo)橫梁位移/變形等于實(shí)際的橫梁位移速率相對(duì)于實(shí)際的變形速率的倍率。該值如果比較穩(wěn)定,則可以通過柔度修正的方式讓橫梁位移速率控制方式(方法A2)下實(shí)際的應(yīng)變速率達(dá)到方法A1的要求,而實(shí)際情況是該倍率在10~27范圍內(nèi)不規(guī)則的波動(dòng)。如果按照GB/T228.1—2010最新征求意見稿附錄F的方式,以最理想中位值來進(jìn)行平均剛度修正,也可能會(huì)導(dǎo)致實(shí)際的應(yīng)變速率產(chǎn)生±43%的波動(dòng)幅度。
拉伸試驗(yàn)機(jī)配置平推液壓夾具的萬測(cè)單空間液壓機(jī)或電子萬能試驗(yàn)機(jī)的剛性相對(duì)較好,該機(jī)架的裝配間隙小,平推夾具采用水平對(duì)置的橫向油缸,在試驗(yàn)前一次夾緊試樣,拉伸過程中鉗口不隨著試驗(yàn)力的增大而產(chǎn)生滑移,因此其剛度較高,在試驗(yàn)過程中的變化也較小,用應(yīng)變速率換算為橫梁位移速率時(shí)相對(duì)于剛度低的設(shè)備會(huì)更準(zhǔn)確一些。因此,建議在采用方法A2的時(shí)候,盡量采用剛度較高的試驗(yàn)設(shè)備用于試驗(yàn)。
黃星、張列民、王敏三位研究人員認(rèn)為,基于應(yīng)力速率的試驗(yàn)速率控制方式會(huì)對(duì)大家的應(yīng)用形成誤導(dǎo)。
其一,只有在彈性段才能實(shí)現(xiàn)準(zhǔn)確控制的應(yīng)力速率,后續(xù)屈服階段,無論是連續(xù)屈服還是不連續(xù)屈服,如果仍要維持相應(yīng)的應(yīng)力速率,都違背了屈服的定義,因?yàn)榍A段是塑性變形而力不增加的階段。強(qiáng)行采用應(yīng)力速率進(jìn)行控制,只會(huì)導(dǎo)致試驗(yàn)機(jī)夾頭用極快的分離速率產(chǎn)生的沖擊效應(yīng)維持應(yīng)力速率,顯然,這會(huì)使得屈服段應(yīng)力曲線產(chǎn)生較大波動(dòng),導(dǎo)致上下屈服等特征點(diǎn)的偏離,甚至試驗(yàn)機(jī)失控。
其二,除了上屈服強(qiáng)度外,其他的特征點(diǎn)都是在規(guī)定的應(yīng)變速率下獲取的,和應(yīng)力速率基本沒有關(guān)系。即使是上屈服強(qiáng)度,GB/T228.1—2010也是說“在彈性范圍和直至上屈服強(qiáng)度,試驗(yàn)機(jī)夾頭的分離速率應(yīng)盡可能保持恒定并在表3規(guī)定的應(yīng)力速率范圍內(nèi)”,表明試驗(yàn)機(jī)夾頭的分離速率應(yīng)盡可能保持恒定,用夾頭位移速率控制,只是要確保此時(shí)的應(yīng)力速率在表3范圍內(nèi)即可。
在實(shí)際操作中,一般在彈性段采用應(yīng)力控制方式,采用自動(dòng)偵測(cè)微屈服或者設(shè)定固定的應(yīng)力值或應(yīng)變值作為切換點(diǎn)。在屈服前,自動(dòng)切換成即時(shí)速率的位移控制,并用此橫梁位移速率拉伸至屈服結(jié)束。此方法速率切換并無速度差形成的沖擊,非常好地滿足了方法B的各項(xiàng)要求。
該方法還有一個(gè)優(yōu)點(diǎn),試驗(yàn)開始時(shí)存在一定的夾持間隙,特別是楔形鉗口會(huì)出現(xiàn)較大的滑移,采用應(yīng)力控制可以高速拉過彈性段,因此比位移控制有更高的試驗(yàn)效率。此方法無需進(jìn)行柔度修正,且試驗(yàn)速率范圍要求較寬,也不需要夾持引伸計(jì),傳統(tǒng)的剛度較小的試驗(yàn)機(jī)均可采用此方法進(jìn)行試驗(yàn),特別適合建設(shè)工程監(jiān)督檢驗(yàn)使用。
方法B的弊端是速率范圍過于寬泛,最高速率和最低速率差一個(gè)數(shù)量級(jí),這似乎違背了減小測(cè)量不確定度和提高各試驗(yàn)室數(shù)據(jù)可比性的基本原則。因此,建議統(tǒng)一按照0.00025s-1的應(yīng)變速率,根據(jù)材料已知的彈性模量,推算出所需的應(yīng)力速率作為引導(dǎo)。例如,碳鋼按照(50±20%)MPa的應(yīng)力速率進(jìn)行引導(dǎo),在彈性段快要結(jié)束時(shí)切換為即時(shí)速率的夾頭位移,然后按照這個(gè)位移速率拉伸至屈服結(jié)束。
三位研究人員建議,將方法B改為基于應(yīng)力速率引導(dǎo)的試驗(yàn)速率控制方式。
方法A2從控制上來說,是一種最簡(jiǎn)單的速率控制方法,其控制信號(hào)反饋元件為拉線編碼器(一般用于液壓機(jī))或者是伺服電機(jī)內(nèi)置的編碼器,這兩種元件換算出的位移分辨力高,抗干擾性能好,且不存在用引伸計(jì)夾持不當(dāng)引起的滑移導(dǎo)致的變形突變對(duì)控制帶來的失控風(fēng)險(xiǎn),反饋信號(hào)的質(zhì)量好。而執(zhí)行元件采用大致穩(wěn)定的閥開度或者固定的伺服電機(jī)轉(zhuǎn)速即可實(shí)現(xiàn)。因此,各試驗(yàn)機(jī)廠家均可較好地實(shí)現(xiàn)該方法,各試驗(yàn)室也因?yàn)樵摲椒ㄐ阅芊€(wěn)定而樂于使用。但該方法的最大問題是柔度的修正,而柔度似乎又難以修正,這就給實(shí)際應(yīng)用帶來了一定的麻煩。
在某省建工系統(tǒng)組織的試驗(yàn)室能力驗(yàn)證中,作業(yè)指導(dǎo)書建議的速率是按照0.00025s-1換算的橫梁位移速率,這導(dǎo)致實(shí)際的應(yīng)變速率大大低于標(biāo)準(zhǔn)所要求的速率。某些試驗(yàn)室按照日常所用的20mm·min-1(試驗(yàn)室按照經(jīng)驗(yàn)估測(cè)設(shè)置)測(cè)得值是正常的,而嚴(yán)格按照作業(yè)指導(dǎo)書通過0.00025s-1換算出的3mm·min-1所得的結(jié)果出現(xiàn)了結(jié)果偏小離群的情況。柔度修正又沒有可行的依據(jù),因?yàn)闊o法得到柔度值這個(gè)參數(shù),只能給出粗略經(jīng)驗(yàn)值。而不修正則可能導(dǎo)致實(shí)際應(yīng)變速率過小而結(jié)果超差。
研究人員認(rèn)為可以按照方法B的思路,將方法A2變?yōu)榛趹?yīng)變速率引導(dǎo)的試驗(yàn)速率控制方式。建議統(tǒng)一按照0.00025s-1的推薦應(yīng)變速率,對(duì)試樣的彈性段進(jìn)行應(yīng)變控制作為引導(dǎo),在彈性段快要結(jié)束時(shí)切換為即時(shí)速率的夾頭位移,然后一直按照這個(gè)位移速率拉伸至屈服結(jié)束。通常,在試樣拉伸至快要進(jìn)入屈服時(shí),試驗(yàn)機(jī)間隙和楔形鉗口的滑移等基本結(jié)束,屈服時(shí)力值的變化不大,試驗(yàn)機(jī)的剛度在此時(shí)變化較小。因此,進(jìn)入屈服后的應(yīng)變速率會(huì)較為接近設(shè)定值(相對(duì)于不做剛度修正的試驗(yàn)機(jī)而言),這種控制方式是一種自適應(yīng)的方式,滿足于各種不同尺寸的試樣和不同剛度的試驗(yàn)機(jī)任意組成的系統(tǒng)。
如此一來,方法A2和方法B從形式上是接近統(tǒng)一的,既能夠解決這兩種形式現(xiàn)存的柔度修正問題,又能夠在實(shí)際控制速率上接近設(shè)定值,因此采用兩種方法得出的試驗(yàn)結(jié)果具有可比性。
GB/T228.1—2010討論稿中的最新規(guī)定,“除非另有規(guī)定,否則可以用任何方便的試驗(yàn)速率達(dá)到相當(dāng)于預(yù)期屈服強(qiáng)度一半的應(yīng)力”。也即是在彈性段的前半段可以用任何控制方式進(jìn)行試驗(yàn),這一點(diǎn)和方法B完全統(tǒng)一。后半程的彈性段直至屈服結(jié)束,對(duì)于連續(xù)屈服的試樣,應(yīng)全程采用應(yīng)變控制或采用換算的橫梁位移控制,進(jìn)入硬化段后轉(zhuǎn)為換算的橫梁位移。對(duì)于不連續(xù)屈服的試樣,則應(yīng)按照方法A2進(jìn)行試驗(yàn)。這樣方法A1的適用范圍比較狹窄,只有連續(xù)屈服的試樣才應(yīng)進(jìn)行屈服結(jié)束前的全程應(yīng)變控制。在實(shí)際的工程檢測(cè)中,客戶送樣數(shù)量有限,且難以判斷是否連續(xù)屈服,按照討論稿附錄F的方式去估算補(bǔ)償橫梁位移也不現(xiàn)實(shí)。嚴(yán)格來說,要想完全符合標(biāo)準(zhǔn)的唯一選擇是方法B。
比較上述3種速率控制方法,方法A1應(yīng)變速率控制精度最高,方法A2為開環(huán)控制,應(yīng)變速率與設(shè)備柔度有關(guān),方法B要求最為寬泛,因此應(yīng)變速率的控制精度最低,具體見表1。
表1 3種試驗(yàn)速率(推薦)控制方法比較

在GB/T228.1—2010的10.3.2款中規(guī)定,上屈服強(qiáng)度或規(guī)定延伸強(qiáng)度(Rp,Rt和規(guī)定殘余延伸強(qiáng)度Rr)的測(cè)定采用速率為基于引伸計(jì)反饋的應(yīng)變速率·eLe,從文字來看就是存在錯(cuò)誤的。有上屈服強(qiáng)度的肯定是不連續(xù)屈服試樣,既然不連續(xù)屈服那就應(yīng)該采用平行長(zhǎng)度估計(jì)的應(yīng)變速率·eLc進(jìn)行控制。因此,具有連續(xù)屈服特征試樣在執(zhí)行方法A1進(jìn)行試驗(yàn)時(shí),在彈性段直至規(guī)定延伸強(qiáng)度等測(cè)定完成采用引伸計(jì)反饋的速率進(jìn)行控制,隨后切換成橫梁位移速率完成后續(xù)試驗(yàn)。具有不連續(xù)屈服特征試樣在執(zhí)行方法A2進(jìn)行試驗(yàn)時(shí),在彈性段直至屈服結(jié)束采用平行長(zhǎng)度估計(jì)的應(yīng)變速率·eLc(推薦·eLc=0.00025s-1)換算的橫梁位移速率,在進(jìn)入硬化段后切換成·eLc=0.0067s-1換算的橫梁位移速率完成后續(xù)試驗(yàn)。
在執(zhí)行方法B時(shí),“在彈性范圍和直至上屈服強(qiáng)度,試驗(yàn)機(jī)夾頭的分離速率應(yīng)盡可能保持恒定并在表3規(guī)定的應(yīng)力速率范圍內(nèi)。”其后無論是測(cè)下屈服還是規(guī)定塑性延伸強(qiáng)度Rp、規(guī)定總延伸強(qiáng)度Rt和規(guī)定殘余延伸強(qiáng)度Rr,也都是“通過調(diào)節(jié)屈服即將開始前的應(yīng)力速率來調(diào)整,在屈服完成之前不再調(diào)整試驗(yàn)機(jī)的控制”。測(cè)定屈服強(qiáng)度或塑性延伸強(qiáng)度后,試驗(yàn)速率可以增加到不大于0.008s-1的應(yīng)變速率(或等效的橫梁位移速率)。
無論是方法A,還是方法B,其實(shí)真正的控制速率切換點(diǎn)都只有一個(gè),即在測(cè)定屈服強(qiáng)度或塑性延伸強(qiáng)度后,最大力到來之前。由于這兩段速率相差甚大(0.0067/0.00025=26.8),因此對(duì)試驗(yàn)效率的影響很大。常規(guī)的做法是設(shè)置一個(gè)固定的位移、變形或者應(yīng)變作為切換條件,但對(duì)于不連續(xù)屈服的試樣,因?yàn)椴恢狼c(diǎn)延伸率有多大,所以會(huì)盡量設(shè)置得較大,就會(huì)導(dǎo)致在0.00025s-1的速率下運(yùn)行時(shí)間較長(zhǎng),導(dǎo)致試驗(yàn)效率大大降低。例如按照標(biāo)準(zhǔn)推薦的速率進(jìn)行螺紋鋼試樣拉伸試驗(yàn),所需時(shí)間一般約為2min;如果采用萬測(cè)試驗(yàn)機(jī)配備的軟件自動(dòng)偵測(cè)屈服結(jié)束作為切換點(diǎn),則試驗(yàn)時(shí)間可以縮短至60~70s,試驗(yàn)效率能夠提升近一倍。
表2 3種試驗(yàn)速率(推薦)控制方法應(yīng)用推薦

綜上,根據(jù)各控制方式的不同特點(diǎn),總結(jié)出建議適用范圍,見表2。根據(jù)表2所示,幾種常見的應(yīng)用場(chǎng)景建議采用方法如下。
(1)在材料研究過程中,試樣為啞鈴形棒材或者板材時(shí),且標(biāo)距與平行段長(zhǎng)度相差較小時(shí),若能夠確定是連續(xù)屈服試樣,建議采用方法A1;否則采用方法A2或方法B。
(2)在鋼廠厚板試驗(yàn)室,由于大量采用雙面銑床,且板材的厚度相差較大,因此都采用較大的統(tǒng)一的平行段長(zhǎng)度試樣。另外鋼廠的試驗(yàn)機(jī)通常都是平推液壓夾具,因此采用方法A2的試驗(yàn)數(shù)據(jù)穩(wěn)定,試驗(yàn)效率高。
(3)在建設(shè)工程檢測(cè)單位,螺紋鋼拉伸試驗(yàn)量非常大,且配置較多的是剛度較小的雙空間楔形夾具的液壓試驗(yàn)機(jī),通常采用方法B。
方法A1的控制精度最高,但是應(yīng)用場(chǎng)景較為狹窄;方法A2性能穩(wěn)定,應(yīng)用方便,但柔度修正難以準(zhǔn)確執(zhí)行;方法B應(yīng)用范圍最為寬泛,但速率控制要求最低,試驗(yàn)結(jié)果的離散度最大。
建議方法B名稱改為“基于應(yīng)力速率引導(dǎo)的試驗(yàn)速率控制方法”,方法A2名稱改為“基于應(yīng)變速率引導(dǎo)的試驗(yàn)速率控制方法”。通過應(yīng)力或應(yīng)變速率的引導(dǎo),并在屈服前切換成切換點(diǎn)即時(shí)速率的方式,可以較好地自適應(yīng)地解決試驗(yàn)機(jī)柔度修正問題。建議開展驗(yàn)證試驗(yàn),并在新版標(biāo)準(zhǔn)中推薦。

來源:理化檢驗(yàn)物理分冊(cè)


