您當前的位置:檢測資訊 > 法規(guī)標準
嘉峪檢測網(wǎng) 2021-03-31 21:50
1、 焊縫超聲相控陣S掃描識圖原理
焊縫常規(guī)超聲檢測是用固定的折射角--45°、60°和70°進行的,而相控陣超聲檢測則在一定角度范圍內(nèi)進行聲束掃查。
通常,相控線陣斜探頭(橫波)檢測的聲束掃查范圍為35°~75°。
圖1表示相控陣超聲探頭聲束掃查焊縫的截面圖。
當用直射法(即一次波或0.5S波)檢測時,焊縫僅下半部被聲束掃查到;但用底面一次反射法(即二次波或1.0S波)檢測時,聲束就能全部覆蓋整個焊縫截面。
比如,圖示焊縫中的缺陷a,能被二次波檢出,顯示為鏡像a-。
在相控陣超聲波探傷儀顯示屏上,使用2.5倍的厚度范圍,整個焊縫體積就能顯示在單一圖像中。

2、典型焊接缺陷的相控陣S-掃描圖譜
以下對兩種典型焊接接頭型式(V型坡口單面焊和T型接頭組合焊)展示了9張典型焊接缺陷的相控陣S-掃描圖例。
單面焊接缺陷有:焊趾裂紋,近底面坡口未熔合,近表面未熔合,密集氣孔;T型接頭組合焊缺陷有:根部未焊透,翼板側(cè)未熔合,焊道下裂紋,焊趾裂紋。
為便于圖像解釋和評定,這里通過專用軟件,特意添加了相應的焊縫探測布置截面圖,繪出了焊接結(jié)構(gòu)和線陣相控探頭(包括線陣斜探頭或線陣直探頭)的布置。
S掃描圖加探測布置圖就是焊縫相控陣超聲檢測的讀譜“焦點”。
注意,探測布置圖中含有超聲波在被檢焊縫中的聲束傳播路徑(聲路),特別是用一次反射波(即二次波)檢測時,二次波的S掃描圖像是用一次波在二倍板厚中的延伸圖像表示的,凡用二次波檢測到的缺陷或焊縫輪廓均用“鏡像”表示。
2.1 焊趾裂紋
圖2表示用線陣相控超聲斜探頭探測V型坡口單面焊縫時,由探頭聲束S-掃查掃到的焊趾裂紋所顯示的聲像圖,及相應的焊縫探測布置截面圖。
因焊趾裂紋位于探測面一側(cè),該缺陷是是用超聲二次波(或1.0 S波)探到的。
圖2中顯示了被檢焊縫和缺陷的鏡像。
裂紋高度是根據(jù)裂紋端角回波與裂紋尖端的衍射信號之間的傳播時間差所對應的深度距離測出的。
裂紋的相控陣測高指示值為3.6mm,實測值為3.8mm,測量誤差-0.2mm。
應仔細觀察焊趾裂紋兩信號的鏡像特征:即端角反射信號波幅甚強,聲像較大,而尖端衍射信號波幅較弱,聲像較小。
為準確測出該表面開口裂紋的自身高度,要特別注意水平光標線通過該裂紋尖端衍射聲像中的交點位置(垂直光標線為該裂紋在板厚方向的高度延伸線)。

2.2 近底面坡口未熔合
圖3是靠近被檢焊縫內(nèi)表面的坡口未熔合的相控陣超聲一次波S-掃描圖像,及相應的探測布置截面圖。
該未熔合離內(nèi)表面深度距離為1.5mm。
圖3(左)表示相控陣扇形聲束檢測原理和V型坡口單面焊焊縫根部的陰影效應。
圖3(右)則表示S掃描外加D掃描(探頭沿焊縫軸線方向移動或稱非平行掃查)動作,能給出未熔合的“三度”尺寸:即長度、高度和離內(nèi)表面的深度。
注意,線陣相控超聲斜探頭在圖示一側(cè)探測時,焊縫根部信號(或稱幾何信號)有可能被該未熔合缺陷信號所掩蓋。
若探頭置于焊縫另一側(cè),則缺陷信號和幾何信號兩者圖像均可見。

2.3 近表面坡口未熔合
圖4是靠近被檢焊縫上表面的坡口未熔合用超聲二次波(1.0S波)檢出時的相控陣S-掃描圖像,及組合一起的探測布置截面圖。
圖4(左)表示二次波檢測原理,用二倍板厚解釋了聲束和缺陷的鏡像效應;
圖4(右)示出了覆蓋焊縫截面的S-掃描圖像和缺陷鏡像,二次波延伸了一次波的掃描圖像,焊縫和缺陷均反映在鏡像中。

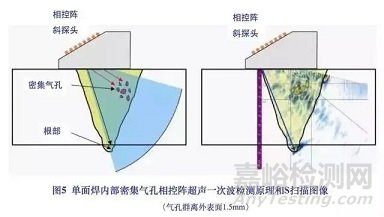
2.4 內(nèi)部密集氣孔
圖5表示離上表面1.5mm的密集氣孔用超聲一次波(0.5S波)檢出時,相控陣S-掃描的圖像。
該氣孔群尺寸為:1.5 ×3 ×10mm ( 用D掃描測其長度范圍)。
圖左為相控陣聲傳播原理,圖右為覆蓋焊縫截面的S掃描圖像和密集氣孔的聲成像形態(tài)。
2.5 近表面密集氣孔
圖6表示焊縫中近表面密集氣孔用超聲二次波檢測時的相控陣扇形掃描圖像和附加的探測布置截面圖。
圖左為相控陣超聲二次波檢測聲傳播原理,用二倍板厚解釋鏡像效應;圖右為相控陣S掃描圖像與探測布置和超聲聲路,注意:掃描鏡像中氣孔群、單面焊根部及蓋面焊角(余高與母材交界部位)的聲成像特征與實際形態(tài)的對應性和特異性。
諳悉此特征,將有助于對焊接缺陷相控陣超聲成像的表征、定性和分類。

2.6 T型接頭根部未焊透和翼板側(cè)未熔合
圖7表示T型接頭組合焊縫中存在的根部未焊透和翼板側(cè)未熔合的相控陣S掃描圖像。
線陣列縱波直探頭置于翼板側(cè)表面(探頭陣列主動窗長度垂直于腹板端面),加一定范圍的橫向移動,并作一定角度范圍的相控陣S掃描,即可檢出此類焊接接頭中的重要缺陷(包括根部未焊透、翼板側(cè)未熔合,以及焊接裂紋和焊道下裂紋等)。
翼板側(cè)S掃描外加縱向D掃描所得相控陣組合圖像,對上述焊接缺陷的定位、定量十分有用。

2.7 T型接頭翼板側(cè)焊道下裂紋縱波聲像
圖8表示T型接頭中存在的焊道下裂紋用線陣縱波直探頭的相控陣檢測原理和S掃描圖像。
在圖右所示的S掃描圖像中,裂紋的自身高度用用豎線光標測量,而裂紋離翼板底面的深度距離用橫線光標測量。
注意用光標對缺陷測高測深時,缺陷圖像端點和特征點的截取位置。

2.8 T型接頭翼板側(cè)焊道下裂紋橫波聲像
由于被檢工件和被檢部位的可接近性受到限制,有時不能將超聲直探頭放在圖8所示翼板平面上用縱波進行掃查,而只能在翼板另一面(即靠近組合焊縫和腹板的一面)用斜探頭用橫波進行探測。
圖9就表示同一T型接頭(即圖8所示接頭)中存在的翼板側(cè)焊道下裂紋,在翼板另一面用線陣斜探頭橫波二次波的相控陣檢測原理和S掃描圖像。
圖左表示用二倍翼板厚度解釋超聲二次波和焊道下裂紋的鏡像效應,圖右表示S掃描圖像中焊道下裂紋的鏡像形貌和定量(即焊道下裂紋測深定高)方法。
對缺陷信號圖像定量測定時,同樣要注意用豎光標和橫光標對該焊道下裂紋鏡像的測高測深取點問題(圖示裂紋自身高度測量值為8 mm,離探測面深度距離測量值為1.4 mm)。

2.9 T型接頭翼板側(cè)焊趾裂紋和翼板側(cè)未熔合
圖10表示T型接頭組合焊中存在的翼板側(cè)焊趾裂紋和翼板側(cè)未熔合,在翼板組合焊縫側(cè)表面用線陣斜探頭橫波二次波作相控陣檢測時的S掃描圖像和相應探測布置(包括二次波的傳播聲路)。
在掃描鏡像中用橫線光標測出的焊趾裂紋高度為6.7mm,而裂紋實際高度為6.8mm。
與上述圖2中的單面焊焊趾裂紋相控陣掃描圖像相似,T型接頭組合焊中焊趾裂紋用橫波二次波掃查時,裂紋信號也會出現(xiàn)兩個特征鏡像:即端角反射信號圖像和尖端衍射信號圖像,準確移動光標,測取兩特征信號間距,同樣是對T型接頭焊趾裂紋準確測高的重要細節(jié)。

3、 小結(jié)
(1) 線陣探頭的超聲波相控陣S掃描可作為超聲波成像工具。
(2)相控陣檢測時,焊縫缺陷的S掃描圖像顯示易于判讀評定,缺陷信號和幾何信號圖像較之于常規(guī)的A掃描脈沖波形,易于分辨。
(3)相控陣S掃描圖像加上含有聲傳播路徑的探測布置圖,是焊縫相控陣檢測讀譜解譜的有效方法。特別是用二次波檢測時,要善于讀懂悟明鏡像的實際位置和形貌特征。
(4)缺陷測深測高可依據(jù)S掃描圖像進行評定,測量時應注意垂直和水平光標的的截取位置。
(5)S掃描與D掃描結(jié)合使用,可完善缺陷定量表征信息,獲取缺陷三維數(shù)據(jù)。
(6)若將相控陣掃描數(shù)據(jù)輸入三維圖,并利用相關設計軟件包,即可利用三維相控陣數(shù)據(jù)重建被檢工件中的缺陷形態(tài)。

來源:Internet


