您當前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網(wǎng) 2021-01-21 23:40
電解雙噴減薄法和離子減薄法是制作塊體材料TEM樣品的傳統(tǒng)減薄技術。相比雙噴減薄法(電化學腐蝕)對電解液的要求,離子減薄法對樣品更具有普適性,不僅可以減薄金屬,也可以對陶瓷、多種復合材料進行最終減薄。本文將著重探討離子減薄技術在進行不同種類樣品減薄時可能存在的問題以及應對方法。
離子減薄設備與原理:減薄儀示意圖如圖一所示。
離子減薄技術是在高真空設備腔體中,利用Ar離子槍(詳情請搜索-潘寧槍)發(fā)射一定能量的聚焦Ar離子束(能量可調)對樣品表面特定區(qū)域進行連續(xù)沖擊,實現(xiàn)研磨減薄樣品的方法。離子槍位置相對固定(離子槍角度-Ar離子束入射角Theta可調),樣品夾持臺具有同心旋轉功能(轉速可調),以實現(xiàn)在樣品上較大范圍進行減薄。
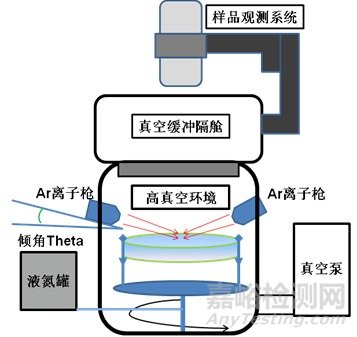
圖一 離子減薄儀結構示意圖(離子槍轟擊區(qū)域為樣品)
通常減薄過程被大致分為兩步(圖二),第一步穿孔,第二步修整薄區(qū)。
第一步穿孔通常在較大離子束入射角(Theta,比如5度-7度,兩個離子槍可以一正一負角度進行配置,也可同為正角度配置)下進行。目的是為了在樣品上擊穿一個中心孔。中心孔可通過光學觀測系統(tǒng)發(fā)現(xiàn),一旦出孔應立刻調整為第二步修整模式。
第二步修整則是使用較小入射角度(比如3度-4度)和較低離子束能量在擊穿孔邊緣修整出用于TEM實驗的薄區(qū)。通常制樣成敗決定于此,多數(shù)制樣失敗的情況是只減出通孔而未能修整出薄區(qū)。修整完薄區(qū)后還應該利用更低的離子束能量(低于修整能量),對樣品表面再進行適當?shù)男拚コ安綔p薄過程對樣品表面造成的損傷。

圖二 Ar離子減薄第一步穿孔,第二步修邊
離子減薄過程易出現(xiàn)的問題和解決方案
離子減薄過程通過高能量Ar離子轟擊樣品表面的方式進行樣品研磨減薄,因此容易造成樣品損傷。損傷主要由高能量注入以及Ar離子注入造成,同時減薄過程樣品可能出現(xiàn)較高升溫以及氧化。
金屬材料
常見金屬材料熔點較低,因此在離子減薄過程中應注意離子束造成的溫升問題。一旦工藝參數(shù)使用不當,可能導致材料組織結構的顯著變化,甚至部分熔化。另外,雖然減薄儀腔體內為高真空環(huán)境,但殘余空氣仍有可能在高溫環(huán)境下與樣品反應。
為此離子減薄儀通常配有樣品冷卻附件,通過在冷阱中加入液氮以及溫控系統(tǒng),可以將樣品維持在一定溫度,緩解高溫和氧化影響。
陶瓷材料
陶瓷材料相對常見金屬而言,熔點更高,且相對離子束轟擊耐受性更佳。然而,相對金屬材料而言,陶瓷材料離子減薄難度可能更大。陶瓷材料擁有更高強度和熔點,但韌性不如常見金屬材料。前期切割樣品和手工研磨減薄過程中,可能已經在陶瓷塊體中制造了大量裂紋源(原始樣品可能本身也含有裂紋源、孔隙)。另外,陶瓷材料導熱性較低于常見金屬,因此可能在減薄過程中造成熱量聚集并由熱應力誘發(fā)裂紋擴展,導致材料破碎。由于材料本身導熱性較差,因此如果使用冷阱控溫,可能會適得其反造成更嚴重的熱應力。對于陶瓷材料,可通過較低入射角與適當?shù)碾x子能量(因材料而異)以較低的減薄速率緩慢減薄樣品。
復合材料
復合材料中通常含有至少兩相異質體。減薄過程中,不同物相的減薄速率不同。如金屬基陶瓷顆粒復合材料中,基體金屬減薄通常較快。若增強體尺寸較小(如納米級),則按照減薄金屬基體的工藝進行減薄,同時需留意兩相在減薄過程中的熱失配問題。較大尺寸陶瓷增強體減薄速率通常較低于金屬基體,因此可能出現(xiàn)金屬薄區(qū)完成而陶瓷增強體仍然較厚情況。金屬間化合物增強金屬材料類似。此類情況建議慢速修整薄區(qū)。若為陶瓷增強體增強陶瓷,可按照陶瓷材料減薄工藝進行,由于界面熱失配和熱應力可能性更大,因此應慢速謹慎減薄。
總而言之,離子減薄技術廣泛適用于塊體材料的TEM樣品制備。制備過程需要針對材料特點調節(jié)離子能量、Ar離子流量、離子束入射角和樣品轉速等參數(shù),才有可能制備出薄區(qū)較大的合格樣品。另外,離子減薄制備過程通常較慢,需要操作人員具備熟練的技巧和耐心不斷進行精細調整。

來源:鴻研


