您當(dāng)前的位置:檢測(cè)資訊 > 科研開發(fā)
嘉峪檢測(cè)網(wǎng) 2021-01-14 09:10
磁粉檢測(cè)主要用于檢測(cè)鐵磁性材料及其制件的表面和近表面缺陷,是控制產(chǎn)品質(zhì)量及保證設(shè)備安全運(yùn)行的重要手段。
為確保磁粉檢測(cè)的靈敏度和檢測(cè)的可靠性,國(guó)內(nèi)外磁粉檢測(cè)標(biāo)準(zhǔn)都規(guī)定進(jìn)行磁粉檢測(cè)前,需先用標(biāo)準(zhǔn)試塊進(jìn)行綜合性能驗(yàn)證,以檢查磁粉檢測(cè)設(shè)備的功能、磁粉性能、磁懸液、檢測(cè)方式、磁化方式、磁化規(guī)范及操作人員操作方法等綜合指標(biāo),然后再進(jìn)行磁粉檢測(cè)。由此可見標(biāo)準(zhǔn)試塊質(zhì)量與性能的重要性。
在標(biāo)準(zhǔn)GB/T 23906-2009《無(wú)損檢測(cè) 磁粉檢測(cè)用環(huán)形試塊》、JB/T 6066-2004《無(wú)損檢測(cè) 磁粉檢測(cè)用環(huán)形試塊》 和GB/T 15822.2-2005《無(wú)損檢測(cè) 磁粉檢測(cè) 第2部分:檢測(cè)介質(zhì)》中規(guī)定了B型標(biāo)準(zhǔn)試塊、E型標(biāo)準(zhǔn)試塊和1型磁粉試塊這3種磁粉檢測(cè)用標(biāo)準(zhǔn)環(huán)形試塊是磁粉檢測(cè)最常用的標(biāo)準(zhǔn)試塊。
環(huán)形試塊
GB/T 23906-2009和JB/T 6066-2004標(biāo)準(zhǔn)中均規(guī)定了磁粉檢測(cè)用環(huán)形試塊的技術(shù)要求。
鋼制標(biāo)準(zhǔn)環(huán)形試塊分交、直流兩種。
直流環(huán)形試塊稱為B型標(biāo)準(zhǔn)試塊,由工具鋼制成,其形狀和規(guī)格如圖1所示。試塊上加工有直徑為1.78mm的12個(gè)通孔,第一個(gè)孔中心距離試塊表面為1.78mm;從第二個(gè)孔起,每個(gè)孔距離試塊表面的距離依次增加1.78mm,相鄰兩個(gè)孔間距離為19mm。

圖1 B型標(biāo)準(zhǔn)試塊結(jié)構(gòu)示意
交流環(huán)形試塊稱為E型標(biāo)準(zhǔn)試塊,由含碳量不大于0.15%的軟鋼制成, 其形狀和規(guī)格如圖2所示。鋼環(huán)上加工有直徑為1mm的3個(gè)通孔,孔中心距離試塊表面分別為1.0,1.5,2.0mm。
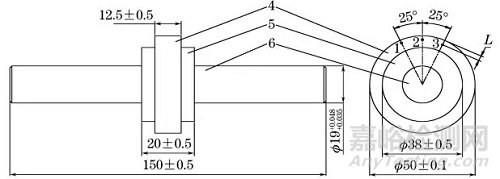
圖2 E型標(biāo)準(zhǔn)試塊結(jié)構(gòu)示意
在使用標(biāo)準(zhǔn)鋼制環(huán)形試塊時(shí),需使用直(交)流電磁化試場(chǎng),被周向磁化的環(huán)形試塊上的圓孔缺陷產(chǎn)生漏磁場(chǎng),能在環(huán)表面對(duì)應(yīng)的通孔上方形成清晰的磁痕。
B型標(biāo)準(zhǔn)試塊外觀如圖3所示,將直流B型標(biāo)準(zhǔn)試塊穿在長(zhǎng)度為60mm直徑為25mm的銅棒上,并夾于校準(zhǔn)合格的磁粉探傷機(jī)的兩極間,通以直流電進(jìn)行連續(xù)磁化。試塊外壁顯示的孔數(shù)與所通電流的關(guān)系如表1所示。

圖3 B型標(biāo)準(zhǔn)試塊外觀
表1 直流B型標(biāo)準(zhǔn)試塊顯示孔數(shù)與所通電流關(guān)系
| 使用磁粉種類 | 三相全波整流電/A | 最少顯示孔數(shù)/個(gè) |
| 熒光或非熒光磁懸液 | 1400 | 3 |
| 2500 | 5 | |
| 3400 | 6 | |
| 干磁粉 | 1400 | 4 |
| 2500 | 6 | |
| 3400 | 7 |
E型標(biāo)準(zhǔn)試塊外觀如圖4所示,將交流E型標(biāo)準(zhǔn)試塊夾于校準(zhǔn)合格的磁粉探傷機(jī)的兩極間,將試塊上最接近表面的孔置于12點(diǎn)鐘的位置,其他孔面向檢測(cè)人員, 通以1000A(峰值)或700A(有效值)的交流電對(duì)試塊進(jìn)行磁化,并澆上鑒定合格的磁懸液,在合適的光照條件下進(jìn)行觀察,交流E型標(biāo)準(zhǔn)試塊上應(yīng)能清晰顯示出至少1個(gè)孔的磁痕,如果連1個(gè)孔都未顯示,說明該試塊不合格。

圖4 E型標(biāo)準(zhǔn)試塊外觀
1型參考試塊
標(biāo)準(zhǔn)GB/T 15822.2-2005明確規(guī)定了1型參考試塊可用來(lái)對(duì)磁粉介質(zhì)的性能進(jìn)行評(píng)定。
1型參考試塊是一種表面帶有兩種自然裂紋的環(huán)形試塊,采用高合金制作,采用中心導(dǎo)體法磁化后有較高的剩磁。
環(huán)形試塊的材料為90MnCrV8,外徑為50mm,厚度為10mm,中間帶有直徑為10mm的中心孔。試塊表面進(jìn)行了黑化處理,適合進(jìn)行熒光磁粉檢測(cè)。試塊表面有淬火(應(yīng)力)裂紋和磨削裂紋兩種自然裂紋。利用試塊表面各種形態(tài)的裂紋來(lái)驗(yàn)證磁粉檢測(cè)所用的檢測(cè)介質(zhì)是否符合標(biāo)準(zhǔn)要求以及能否達(dá)到所需檢測(cè)靈敏度。
制作過程簡(jiǎn)述如下:
(1)選用直徑為55mm的棒材,將棒材車加工至Φ(51±0.05)mm,厚度磨削加工至(10±0.05)mm,并鉆加工直徑(10.5±0.05)mm的中心孔,形成試塊材料,并進(jìn)行表面預(yù)處理。
(2)對(duì)表面處理過的試塊材料進(jìn)行淬火處理。出爐時(shí)即采用水淬火處理,直至溫度降至室溫,淬火后的硬度要求為63~70HRC。
(3)對(duì)淬火后的試塊材料進(jìn)行兩端平面磨削處理。采用平面磨床進(jìn)行加工,磨削速度為3200r/min,磨削進(jìn)給量為0.08mm,磨削時(shí)間約30s,磨削過程中的冷卻液為冰水,厚度磨削至(9.7±0.05)mm。
(4)將制得的試塊材料圓柱面磨削加工至Φ(50±0.05)mm,同時(shí),對(duì)試塊表面進(jìn)行鉗修處理,至試塊材料表面粗糙度為3.2μm。
(5)進(jìn)行黑化處理。將試塊材料除油、除銹、干燥后,再將鋼鐵常溫發(fā)黑劑按原液兌1倍水的比例配好后,均勻涂于試塊材料表面,連續(xù)涂3~6遍,即制得參考試塊。
(6)試塊的質(zhì)量檢驗(yàn)。采用中心導(dǎo)體法,使用1000A峰值電流進(jìn)行磁化,試塊經(jīng)磁化后在其內(nèi)部形成環(huán)形磁場(chǎng),對(duì)外不顯示磁性,無(wú)法用場(chǎng)強(qiáng)計(jì)測(cè)量剩磁場(chǎng)強(qiáng)度。但在自然裂紋處會(huì)形成漏磁場(chǎng)。施加磁粉后須能顯示淬火裂紋和細(xì)小的磨削裂紋。施加磁懸液后試塊兩表面應(yīng)均勻分布淬火裂紋和磨削裂紋。淬火(應(yīng)力)裂紋形態(tài)比較粗大;磨削裂紋形態(tài)較為細(xì)小,多呈龜裂狀態(tài)。試塊自然裂紋均勻分布且具有人為不可復(fù)制性。試塊表面磁痕顯示如圖5所示。
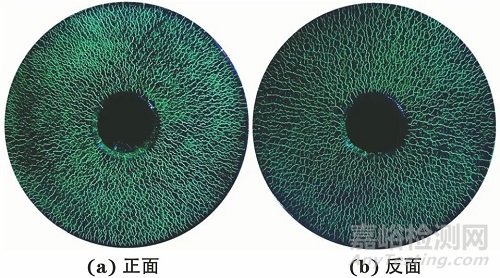
圖5 試塊表面的磁痕顯示
結(jié)語(yǔ)
磁粉檢測(cè)所選用標(biāo)準(zhǔn)試塊的質(zhì)量是否合格,直接影響著檢測(cè)結(jié)果的準(zhǔn)確性。
標(biāo)準(zhǔn)試塊質(zhì)量要求嚴(yán)格,加工過程復(fù)雜,試塊的材料、熱處理狀態(tài)、標(biāo)準(zhǔn)缺陷尺寸、自然裂紋的形態(tài)和數(shù)量均是影響磁粉檢測(cè)試塊質(zhì)量的直接因素。在試塊生產(chǎn)過程中,需要嚴(yán)格的工藝技術(shù)及完善的質(zhì)量控制體系的支持。
通過介紹驗(yàn)證磁粉檢測(cè)系統(tǒng)綜合性能的3種標(biāo)準(zhǔn)環(huán)形試塊的技術(shù)要求及質(zhì)量控制方法,重點(diǎn)說明了1型磁粉檢測(cè)試塊的技術(shù)要求與質(zhì)量控制方法,可為相關(guān)行業(yè)人員提供參考。

來(lái)源:無(wú)損檢測(cè)NDT


