您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-01-05 09:36
中國是世界上最大的棒線材生產國,年產量占世界生產總量的1/3以上,棒線材也是中國第2大鋼材生產品種。根據國家統計局、鋼聯數據等單位統計,在2015 年,中國棒線材產量合計為42284.9×104t,占鋼材總產量的37.6%;棒線材的消耗為38003×104t,占鋼材消耗量的37.1%。同時棒線材也是中國出口最多的鋼材品種,2015年中國出口棒線材4389.3×104t,占鋼材出口總量的39.1%。
棒線材可分為普通質量棒線材和優特鋼棒線材。截止2015年底,全國44家優特鋼工業線材企業的生產線有114條。除了優特鋼工業線材企業外,其他分布在各個地方的普通棒線材生產企業不計其數,良莠不齊。
棒線材(以線材為例)是指熱軋圓鋼或者相當此斷面的異形鋼,棒線材通常以盤條形式交貨,統稱為盤條。線材一般用普通碳素鋼和優質碳素鋼制成,線材包括普通低碳鋼熱軋圓盤條、優質碳素鋼盤條、碳素焊條盤條、調質螺紋盤條、制鋼絲繩用盤條、琴鋼絲用盤條以及不銹鋼盤條等。通常線材都需要進行深加工才能夠使用,包括鋼絲制品、金屬釘、金屬網、鋼絞線、鋼絲繩、鋼簾線、鋼琴線、冷鐓鋼絲、螺栓、焊條、冷拉鋼材、小五金件和緊固件等等。
在對金屬棒線材進行性能檢驗時,除了常規的拉伸、彎曲、沖擊、硬度、金相檢驗等檢驗之外,按照產品標準或雙方的供貨協議要求,需對棒線材料進行頂鍛試驗以檢驗其延展性能。
01、頂鍛試驗國家標準現狀及發展
現行的YB/T 5293—2014《金屬材料頂鍛試驗方法》中的第3條對頂鍛試驗的原理是這樣描述的,“在室溫或加熱狀態下沿試樣軸線方向施加壓力,將試樣按規定的鍛壓比壓縮,檢驗金屬承受頂鍛塑性變形的能力并顯示金屬表面缺陷以判斷產品表面質量的一種工藝試驗方法”,頂鍛試驗示意圖如圖1所示。
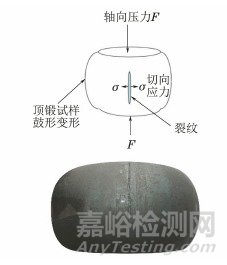
圖1 頂鍛試驗示意圖
頂鍛試驗鍛壓比計算公式為:

式中:h為頂鍛試驗前的試樣高度;h1 為頂鍛試驗后的試樣高度;X為鍛壓比。
頂鍛試驗國家標準從1963年首次頒布至今已經歷了5 個版本,先后經歷了GB/T 233—1982,GB/T 233—2000,以及從國標改成冶金行業標準YB/T 5293—2006。YB/T 5293—2006增加了試驗的規范性附錄A——《熱軋棒線材試樣表面允許欠缺深度的測量和判斷》,有了比較具體的測量和判斷原則。在YB/T 5293—2006第6條試驗設備中根據頂鍛試驗機技術的發展,首次在頂鍛試驗設備中將頂鍛試驗機列為頂鍛試驗設備的首選,確定了頂鍛試驗機在頂鍛試驗中的地位。現行的標準是YB/T 5293—2014。
02、頂鍛試驗機新技術發展
鋼鐵廠生產的線材、棒材產量大、檢測頻次高、檢測周期快。傳統的頂鍛試驗機對每一規格都要相應的配置一套模具,不同的鍛壓比又需配置不同的模具。試樣直徑的增加必然使試驗機的力值規格增大,頂鍛模具的質量也相應增加,而熱頂鍛模具的質量則會更大。
為了減少操作步驟、提高工作效率、減少模具數量,降低操作人員的工作強度,上海申力試驗機有限公司從20世紀90年代起就投入了大量的研發力量,根據試驗標準要求和各大鋼廠、標準件廠用戶的實際需求,研發制造了不同技術要求和配置的頂鍛試驗機,如圖2所示。運用現代計算機和電液伺服技術,采用與棒線材深加工速度相似的控制速度,集校直、剪切、頂鍛壓扁為一體的全自動快速頂鍛試驗機保證了頂鍛試驗的準確性、可比性,成為完全符合金屬材料頂鍛試驗方法標準要求的頂鍛試驗機。

圖2 全自動快速頂鍛試驗機實物圖
全自動快速頂鍛試驗機主要技術參數如下。
適用于?(5~50)mm的棒線材;
最大壓扁試驗力1000,2000,3000,5000,6000kN可選;
最大剪切力1000kN;
最大校直力150kN;
冷頂鍛速度70mm·s-1;
熱頂鍛速度90mm·s-1;
行程調整速率10~100mm·min-1;
行程位移精度5μm。
冷、熱頂鍛鍛壓比1/2,1/3,1/4等常用鍛壓比用戶可根據使用要求自定義設置,自動控制試樣壓扁高度(而不是用傳統標準墊塊做壓扁高度)。
全自動快速頂鍛試驗機還有如下優點,壓扁時間最快0.5s,時間可任意向上調節;校直部分帶有上下底板,減少校直過程中對試樣表面的損傷;采用不同尺寸的剪切座,雙限位保護,確保剪切工位滿足盤條剪切高度和強度等要求;加熱爐最高額定溫度1200℃,控溫精度不大于±1℃,配有與頂鍛試驗機高度相當、方便熱頂鍛試樣轉移的試樣架;頂鍛工位設計了安全防護門,如門未關閉系統則禁止啟動;專用的導向裝置和支承墊,可以在頂鍛試驗過程中防止鍛斜。
采用可編程邏輯控制器(PLC)自動控制試樣壓扁高度來進行試驗,PLC操作界面如圖3所示。在確定試樣規格及壓下量后,將試樣尺寸及壓下量輸入PLC,然后采用PLC控制伺服驅動器和伺服電機帶動絲杠運轉,使功能墊塊自動調節高度。

圖3 快速頂鍛試驗機PLC操作界面
根據頂鍛試驗取樣的特性,頂鍛試驗機的液壓系統具有試樣預壓功能,即先輸出一個比較低的壓力使試樣定位,防止因試樣在取樣或加工過程中造成的上下兩端面不平行從而造成鍛斜,影響試驗結果,最后通過快速頂鍛壓扁完成試驗。
頂鍛機采用上置油缸四立柱框架結構,工作臺安裝于活塞的下部,當液壓站向活塞供油時活塞下行壓扁試樣,返回時活塞上行復位。快速頂鍛采用頂鍛試驗機液壓站蓄能器蓄力方式,可以自動控制調節壓扁速度,在頂壓的瞬間釋放能量以保證快速頂鍛可以有效實現。設計時為了防止蓄能器能量不夠,頂鍛壓縮比達不到標準要求,其最終頂鍛高度判斷條件仍是通過位移控制來實現。
全自動快速頂鍛試驗機工作流程為試驗時試驗人員根據接收到的試驗要求,將線材、棒材樣坯放入試樣架或通過自動導引(AGV)小車送達指定的位置→機械手根據預先在程序上設置好的位置抓取樣坯→送校直工位進行樣坯校直→送剪切工位進行樣坯剪切→機械手將剪切后符合高度要求的試樣放置到頂鍛試驗機試驗位置,在確保上下兩端面平行的情況下自動調用預定設置好的試驗方法進行試驗→試驗結束后機械手自動取下試樣放置到評定工位→通過人工評定后將試驗數據輸入、保存并發送給上位機。
如果前道工序已經將樣坯校直并加工成合格的試樣,那全自動頂鍛試驗機就越過矯直和剪切工位,直接進入到試驗工位。計算機、多軸機械手等自動化技術在頂鍛試驗機上的運用(見圖4),成功地解決了多工位頂鍛試樣上、下料的問題,特別是解決了熱頂鍛試驗中的送取樣難題。

圖4 帶機械手全自動快速頂鍛試驗機實物圖
03、對頂鍛試驗方法標準的修訂建議
全國鋼標準化技術委員會根據國家標準化管理委員會“關于下達2020年第二批推薦性國際標準計劃的通知”及工業和信息化部工信廳“關于印發2020年第二批行業標準修訂和外文版項目計劃書”的精神,下達了對行業標準YB/T 5293—2014的修訂任務。楊浩源等人結合國內目前在頂鍛試驗方面的經驗和存在的問題,征詢了國內許多開展相關頂鍛試驗的試驗室技術人員的意見,對標準提出如下修改建議。
(1) 我國是世界上最大的棒線材生產國,棒線材也是我國第二大鋼材生產品種,頂鍛試驗又是棒線材產品重要的檢驗手段之一,尤其是棒線材下游涉及到如螺栓等的深加工產品有此要求。因上,現在YB/T 5293—2014僅為行業標準的地位明顯與棒線材的生產、下游產品的規模種類和檢驗要求等現狀不相匹配,因此建議該標準恢復為國家標準。
(2) 楊浩源等人認為YB/T 5293—2014對頂鍛試驗原理中“檢驗金屬承受頂鍛塑性變形的能力”的描述有瑕疵。頂鍛試驗是一種工藝試驗,其只是在試驗機上通過頂鍛塑性變形來顯示金屬表面缺陷以判斷產品表面質量,并不檢驗塑性變形的能力,因為頂鍛試驗不可能像壓縮等試驗那樣測量定量指標,其不具備足夠的分辨力和能力來評判塑性變形的能力。
(3) 建議標準中5.4款“試樣端面應垂直于試樣軸線”改為“試樣上下兩端面應垂直于試樣軸線”,這樣描述后可以明確對試樣加工的要求,有效減少在頂鍛試驗過程中試樣發生鍛斜的現象。
(4) 標準中的5.5款“試樣標志應標記在試樣的任一端面”。常規的試樣標記方式在進行冷頂鍛試驗時問題不大。但在進行熱頂鍛試驗時,如是采用記號筆手寫的標記方式,由于高溫標記容易被破壞;如是采用敲打鋼印方式也會因試樣變形比較大的緣故造成標記模糊,容易發生混爐等情況。
(5) 標準中的第5條“頂鍛試驗設備通常為頂鍛試驗機、萬能試驗機、壓力機、鍛壓機或手錘”。由于鍛壓機和手錘的質量、起落高度等無法統一,無法有效控制試驗速度和試驗力,很難保證頂鍛試驗的檢測質量,不能滿足頂鍛試驗后試樣高度允許偏差控制在±5%試樣高度的要求。另外現在在實際操作中幾乎已經不再使用手錘等方式進行頂鍛試驗。建議在標準的修訂中取消用鍛壓機或手錘作為頂鍛試驗設備。
(6) 棒線材深加工廠家在大批量沖壓零件時的速度是很快的,現在常用的液壓式萬能試驗機,其在空負荷情況下速度最快為50mm·min-1左右,在高負荷時速度為1mm·min-1左右,無法適應棒線材深加工的速度要求。另外在試驗過程中發現,采用不同的試驗速度來進行頂鍛試驗,試驗后其缺陷的反映程度也是有差別的,壓扁速度快時其試樣表面的缺陷暴露要比壓扁速度慢的明顯。建議在標準修訂中增加對頂鍛試驗速度的要求,使頂鍛試驗速度符合棒線材深加工生產實際和質量檢驗要求。
(7) 標準中7.3款“對于熱頂鍛試驗,試樣的加熱溫度加熱時間和允許的終鍛溫度應按照相關產品標準規定的要求”。建議對熱頂鍛試驗中如加熱溫度、溫度控制精度、試樣保溫時間、終鍛溫度、試樣從加熱爐取出來到完成熱頂鍛試驗的時間、規定時間內的溫度補償、轉移試樣超過多少時間必須重新加熱保溫等關鍵要素作一個規定或推薦范圍。否則會引起用戶異議或質量糾紛。如相關產品標準有規定就按照規定執行,相關產品標準沒有規定那就按照頂鍛試驗方法標準規定執行。
(8) 標準中7.4款“鍛壓比應在相關的產品標準或協議中規定,如沒有具體規定,鍛壓比推薦為1∶3”。在實際的試驗過程中由于按照標準規定的鍛壓比不夠,往往會使缺陷深度超標的試樣雖經頂鍛試驗但還是沒有裂開或顯示不出缺陷深度,最后還是靠增加鍛壓比或者通過金相檢驗等方法來實現。建議修改為“鍛壓比推薦為1∶3或盡可能大的鍛壓比”。
(9) 標準中7.5款“頂鍛試驗后的試樣不應有扭歪鍛斜現象,頂鍛試驗后試樣高度允許偏差為±5%試樣高度”。一是建議對“扭歪鍛斜”作一個量化指標。二是建議頂鍛試驗后試樣高度允許偏差要適當減小,或頂鍛試驗后試樣高度允許偏差改為±(1%~2%)試樣高度。因為頂鍛試驗后試樣高度偏差太大對頂鍛裂紋深度和寬度都有影響,進而影響對裂紋的判定。
(10) 標準中8.1款“頂鍛試驗后檢查試樣側面,應按照相關產品標準的要求評定頂鍛試驗結果。產品標準未規定時,根據試樣是否有目視可見的裂紋進行判斷,若未出現裂紋則判為合格”。建議將標準中的“目視可見”改成“肉眼可見或通過相當于肉眼的視覺和圖像處理等技術識別”。一是“肉眼”比“目視”明確,同時還要明確肉眼可見的3要素(正常的光線、正常的距離、不借助放大工具)。二是如現在標準對缺陷的判定規定只能通過人體的眼睛來看,那隨著視覺識別、圖像處理等新技術日新月異的發展,現在標準的修、制定可能會阻礙或制約未來新技術的發展。
建議明確評定是在試樣熱狀態下進行還是試樣在室溫狀態下進行,因為熱頂鍛裂紋在試樣熱狀態和室溫狀態的可見程度是不一樣的。大批量生產檢驗時,觀察熱狀態的試樣,試樣表面溫度高,氧化鐵皮未脫落,不容易判定,判斷誤差大,容易引起誤判。室溫狀態時熱頂鍛試樣去掉了表面氧化鐵皮,判定裂紋時更準確,所以建議標準中規定裂紋判定狀態為室溫。
建議規定試樣冷卻到室溫的冷卻方式,因為冷卻方式不一樣,裂紋形態有時會不一樣。
目前在實際檢驗中如頂鍛試樣表面發現了裂紋,但是否判定為合格,各鋼廠判定標準是不一樣的,存在著企業內控標準,經常引起質量異議,建議標準需要明確評定的原則或操作方法。
(11) 標準的附錄A中“熱軋棒線材頂鍛試驗結果有爭議時,采用金相檢驗方法來檢驗未經過頂鍛的試樣橫截面缺陷深度,并根據產品標準或供貨協議規定的表面質量等級和EN10221:1996或YB/T5293—2014表A.1判斷,如果無表面質量等級的規定,參照YB/T 5293—2014表A.1中表面質量等級D級的規定判斷”。對于熱頂鍛試樣表面裂紋,如果是縱向貫通裂紋,可以追溯到未經過頂鍛的試樣,則可以用金相檢驗方法來檢驗試樣橫截面缺陷深度。但如果熱頂鍛試樣表面是呈現彌散點狀裂紋或斷續的裂紋,則未經過頂鍛的試樣橫截面不一定有裂紋,也就無法用金相檢驗方法來檢驗試樣橫截面缺陷深度,這一點需要在標準修訂的過程中再斟酌完善。
04、結語
目前國內對金屬棒線材的需求是非常大的,為了保證優特鋼工業棒線材和出口棒線材的質量,對棒線材進行頂鍛試驗是非常有必要的。標準制定者應重視頂鍛試驗,并提高標準的可操作性。
國際標準體系中并沒有頂鍛試驗標準,但并不能說明頂鍛試驗就不重要。頂鍛試驗標準是生產方根據產品標準和對表面質量的要求自主建立的。頂鍛試驗經過試驗機制造單位和試驗室用戶等50多a(年)的摸索和實踐,積累了許多經驗。應爭取把頂鍛試驗標準轉換成由中國主導創建的金屬材料頂鍛試驗國際標準或將標準轉換成外文版,走向世界。
頂鍛試驗標準盡量要與后續的棒線材深加工要求保持一致,形成統一的試驗標準和質量評定標準。
在未來的頂鍛標準修改過程中可以對金屬棒線材深加工速度等問題開展討論和進行驗證試驗。可以在現在已經成型的頂鍛試驗設備中通過功能考核等評價手段,選出符合頂鍛試驗方法標準的標準機型。

來源:理化檢驗物理分冊


