您當(dāng)前的位置:檢測資訊 > 檢測案例
嘉峪檢測網(wǎng) 2020-12-08 09:24
1、 研究背景
卡箍斷裂失效時有發(fā)生,有一部分是由于制造工藝、選材以及裝配工藝問題,原因包括高溫蠕變斷裂]應(yīng)力腐蝕、回火不充分導(dǎo)致的脆性斷裂,以及焊接工藝導(dǎo)致的腐蝕疲勞斷裂,還有一部分是由于設(shè)計問題產(chǎn)生造成卡箍部分應(yīng)力集中,產(chǎn)生疲勞斷裂失效。起落架固定卡箍主要用于應(yīng)急放起落架系統(tǒng),主要由耳片、卡帶、螺栓、墊圈、自鎖螺母等裝配而成,耳片采用焊接固定在卡帶上,卡帶材料為2Cr13Mn9Ni4,目前國內(nèi)對于此材料的研究較少,且多是在民用產(chǎn)品。由于焊接與熱處理引起的2Cr13Mn9Ni4零件失效的相關(guān)文獻(xiàn)未見于期刊報道中,且缺乏對失效影響因素的系統(tǒng)研究,缺少失效預(yù)防的可借鑒內(nèi)容。
卡箍經(jīng)服役一段時間后發(fā)生多起斷裂,統(tǒng)計結(jié)果表明,斷裂位置均位于距離卡帶與耳片焊趾一定距離處。其斷裂后對應(yīng)急放系統(tǒng)有不利的影響,嚴(yán)重時可導(dǎo)致系統(tǒng)失效,為飛行安全埋下較大隱患。本文通過宏微觀觀察、金相檢測等確定卡帶裂紋的性質(zhì),并借助裂紋區(qū)組織、硬度分布規(guī)律統(tǒng)計,應(yīng)力模擬、晶間腐蝕試驗以及熱模擬試驗等方法,進(jìn)一步研究卡箍斷裂的原因。
2 、 主要研究工作
1)外觀及斷口觀察
失效起落架固定卡箍及其斷裂局部的宏觀形貌見圖1,斷裂位置發(fā)生在卡帶上,裂紋斷口表面粗糙,呈棕黃色,斷口比較平整,表面較平坦,斷裂處宏觀無明顯塑性變形,呈顆粒狀的脆性斷裂特征(圖2a)。將遠(yuǎn)離焊縫部位卡帶人為180°彎折斷裂,斷口附近可見明顯塑性變形,斷口粗糙,斷面起伏較大,呈銀灰色塑性斷裂特征(圖2b)。宏觀來看兩者斷裂形式完全不同。

圖1 卡箍及斷裂部位宏觀形貌

(a)斷口宏觀

(b)人工斷口
圖2 斷口宏觀觀察
對裂紋斷口進(jìn)行微觀觀察,整個斷面大部分為沿晶斷裂特征,晶粒表面可見腐蝕紋理,局部可見泥紋狀(圖3a);對失效卡箍的斷口不同區(qū)域微區(qū)成分進(jìn)行能譜分析,發(fā)現(xiàn)在卡帶斷口上沉積有含S、Cl腐蝕性元素,而人為打開斷口整體呈撕裂韌窩特征(圖3b)。對比人工斷口和失效斷口的特征可知,兩者失效因素有明顯區(qū)別。
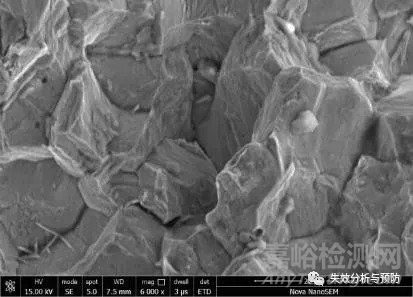
(a)失效件斷口微觀

(b)人工斷口微觀
圖3 卡箍斷口微觀形貌
2)金相組織觀察
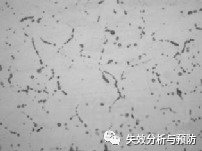
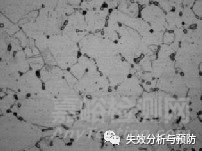
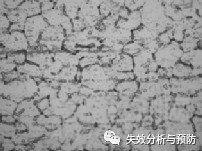
在卡帶上取金相試樣,取樣位置見圖4,對縱向截面(沿軋制方向)腐蝕后觀察。為了便于描述將金相分成3個區(qū)域分別為焊縫附近的Ⅰ區(qū),距離焊趾6mm的Ⅱ區(qū)以及遠(yuǎn)離焊縫的基體Ⅲ區(qū),見圖4。3個區(qū)域組織形貌見圖5,Ⅰ區(qū)晶界部分可見,可判斷其晶粒大小大于Ⅱ、Ⅲ區(qū);在Ⅱ、Ⅲ區(qū)中顯微組織為奧氏體+少量鐵素體,同時可見壓延的帶狀組織特征,晶粒內(nèi)密布變形滑移線。在奧氏體不銹鋼中,晶界越多、晶粒越小,C原子擴(kuò)散至晶界的距離減小,Cr在晶界處的含量降低,導(dǎo)致其抗腐蝕性能越差,因此Ⅱ區(qū)、Ⅲ區(qū)的抗腐蝕能力較Ⅰ區(qū)較弱;Ⅱ區(qū)晶界清晰,Ⅰ、Ⅲ區(qū)部分晶界可見,說明Ⅱ區(qū)耐腐蝕性最差。可見Ⅱ區(qū)的確是卡箍中耐腐蝕性最為薄弱的區(qū)域。

圖4 卡箍取樣及金相觀察位置示意圖
(a)Ⅰ區(qū)

(b)Ⅱ區(qū)
(c)Ⅲ區(qū)
圖5 焊接接頭各區(qū)域顯微組織
3)硬度變化測試
對3組焊接頭試樣不同區(qū)域進(jìn)行顯微硬度測試,測試位置從焊趾開始沿著卡帶周向方向每隔1mm測試一個點,測試示意圖如圖所示。硬度測試結(jié)果見圖6,可見卡箍焊接接頭硬度存在很大的不均勻性,焊接區(qū)與熱影響區(qū)因焊接熱的影響材料存在軟化現(xiàn)象,0~6mm區(qū)硬度快速上升,6mm以后硬度基本穩(wěn)定在HV 350左右,達(dá)到冷硬態(tài)基體硬度。
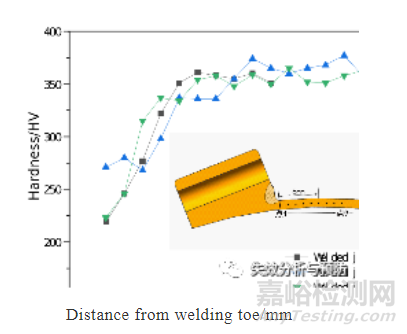
圖6 焊接接頭硬度分布
4)化學(xué)成分分析
對卡箍基體取試末,利用ICP光譜儀和C、S分析儀對卡箍材料進(jìn)行化學(xué)成分分析,符合GB/T 4239-1991標(biāo)準(zhǔn)中對2Cr13Mn9Ni4鋼的要求。
5)晶間腐蝕試驗
對于奧氏體不銹鋼來說,其焊縫位置由于焊接過程的熱影響,容易使焊縫附近組織敏化。因此對焊縫附近樣品與遠(yuǎn)離焊縫樣品參照標(biāo)準(zhǔn)GB/T 4334-2008《金屬和合金的腐蝕-不銹鋼晶間腐蝕試驗方法》中的A方法分別進(jìn)行晶間腐蝕實驗,以確定材料是否有晶界敏化。
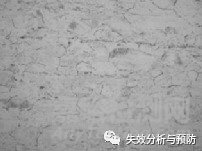
圖7為焊縫附近樣品經(jīng)晶間腐蝕后宏觀照片,按照腐蝕程度可以劃分為3個區(qū)域,分別為未敏化區(qū)、敏化區(qū)、深度敏化區(qū)。3個區(qū)域的組織形貌照片見圖8,未敏化區(qū)為1類典型奧氏體不銹鋼階梯組織,敏化區(qū)和深度敏化區(qū)都為5類溝槽組織,但深度敏化區(qū)的腐蝕更嚴(yán)重。位置對比發(fā)現(xiàn),深度敏化區(qū)與金相組織檢查中耐腐性最差的Ⅱ區(qū)位置一致。
奧氏體不銹鋼在冷加工過程中能形成大量孿晶,可提高加工硬化率和鋼的強化效果,一般冷作硬化狀態(tài)可直接使用,但有資料表明,2Cr13Mn9Ni材料在一定的固溶溫度、冷速和冷變形率狀態(tài)下,材料會產(chǎn)生晶間腐蝕傾向。由上述卡箍的晶間腐蝕試驗初步判斷,卡帶原材料具有一定的晶間腐蝕傾向,導(dǎo)致材料的抗腐蝕性能下降,同時在焊接過程中,由于焊接熱的輸入又加劇卡帶局部晶間敏化程度,導(dǎo)致近焊縫區(qū)組織進(jìn)一步惡化。

圖7 晶間腐蝕A法試驗后宏觀照片
(a)非敏感區(qū)

(b)深敏區(qū)
(c)致敏區(qū)
圖8 各區(qū)域的晶間腐蝕A法照片
6)熱模擬試驗
2Cr13Mn9Ni4奧氏體不銹鋼因其高強度及具有良好的抗腐蝕性能,廣泛應(yīng)用于航空、航天、船舶等領(lǐng)域,但其自身在特定成型工藝下具有晶間腐蝕傾向,并且在450~850℃之間加熱時,極易在晶界析出Cr23C6碳化物,使鋼具有晶間腐蝕敏感性,特別是在焊接接頭附近,焊接熱導(dǎo)致材料極易產(chǎn)生敏化,發(fā)生晶間腐蝕失效;因此,為了了解卡箍材料自身狀態(tài)以及焊接對2Cr13Mn9Ni4鋼的影響,設(shè)計焊接模擬試驗。
取焊接接頭附近樣品及遠(yuǎn)離焊縫基體材料分別取樣進(jìn)行1050℃,2h固溶處理,卡箍經(jīng)固溶處理后的焊縫附近組織見圖9,經(jīng)固溶處理后的整體呈現(xiàn)典型奧氏體不銹鋼階梯組織,基體壓延的帶狀組織特征和晶內(nèi)滑移線基本消除,且晶粒有所長大,焊縫附近及深度敏化區(qū)恢復(fù)正常,由此說明失效卡箍材料存在的確存在晶間敏化問題,重新固溶處理可以有效消除冷加工、焊接給卡箍帶來的敏化以及內(nèi)應(yīng)力的影響。
對固溶處理后樣品繼續(xù)進(jìn)行750℃、5min敏化處理,模擬焊接熱對卡帶組織的影響。采用晶間腐蝕A法對經(jīng)固溶處理+敏化處理后樣品進(jìn)行晶間腐蝕(圖10)。可見經(jīng)敏化處理后,3個區(qū)域晶界上均產(chǎn)生明顯溝槽,呈二類混合組織特征。
模擬試驗表明,經(jīng)過固溶后的卡箍在特定溫度下仍會出現(xiàn)敏化現(xiàn)象,即焊接過程可以導(dǎo)致材料敏化現(xiàn)象的出現(xiàn);而在相同的熱輸入情況下,3個區(qū)域敏化現(xiàn)象基本一致,說明失效件深度敏化區(qū)的出現(xiàn)的確與焊接熱分布有直接關(guān)系。
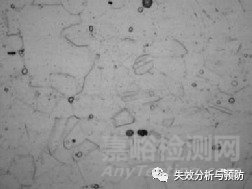
圖9 樣品固溶處理后微觀形貌
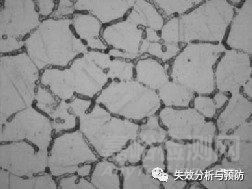
圖10 樣品固溶處理+敏化處理后微觀形貌
3 、分析討論
通過觀察卡箍的裝配狀態(tài)可知,卡箍在螺栓預(yù)緊后卡帶承受拉應(yīng)力。斷口觀察結(jié)果表明,卡帶裂紋均為沿晶擴(kuò)展,晶面可見腐蝕條紋,且斷口附著大量含Cl、S等腐蝕性元素,整體宏微觀腐蝕特征明顯;綜合分析認(rèn)為,卡箍卡帶裂紋性質(zhì)為晶間腐蝕裂紋。
耳片與卡帶焊接后在飛機正常飛行狀態(tài)下焊縫附近卡帶發(fā)生斷裂,而卡帶其他區(qū)域未發(fā)現(xiàn)明顯損傷。統(tǒng)計結(jié)果表明,多起卡箍斷裂均發(fā)生在距離焊縫6mm左右位置,說明卡箍斷裂可能與焊接熱影響及應(yīng)力分布有關(guān)。由焊接導(dǎo)致的常規(guī)性的缺陷一般采用X射線和超聲C掃描等無損檢測手段進(jìn)行評價與分析,一些隱蔽性缺陷或者組織異常很難通過常規(guī)的無損檢測方法檢出,更易被人們忽視而對飛機飛行帶來較嚴(yán)重的安全隱患。
對于奧氏體不銹鋼來說,其焊縫位置由于焊接過程的熱影響,容易使焊縫組織敏化,450~850 ℃敏化區(qū)間奧氏體不銹鋼易析出碳化物與Cr生成化合物Cr23C6,并沿晶界沉淀,使晶界周圍基體Cr含量降低,形成貧Cr層,導(dǎo)致腐蝕介質(zhì)更容易滲透進(jìn)入晶界,使基體發(fā)生沿晶開裂,成為腐蝕的薄弱點。在失效件上取樣采用TEM對斷裂區(qū)域晶界物相進(jìn)行觀察分析,結(jié)果表明,故障卡箍在裂紋附近深度敏化區(qū)晶界上有黑色顆粒相不連續(xù)析出,析出物為Cr23C6碳化物(圖11)。
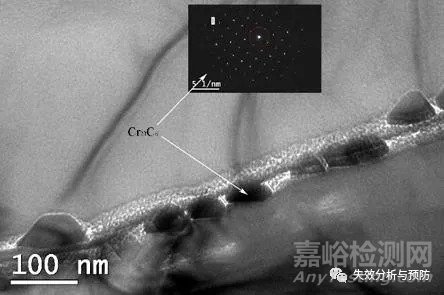
圖11 深度敏化區(qū)晶界碳化物形貌及其分布
微觀觀察可知卡箍斷口中含有多種鹽類,其中含有S、Cl腐蝕性元素,奧氏體不銹鋼的晶間腐蝕對這兩種元素尤其敏感。
一般認(rèn)為,鐵素體不銹鋼焊接接頭的晶間腐蝕出現(xiàn)在緊鄰熔合線處,而奧氏體不銹鋼焊接接頭的晶間腐蝕出現(xiàn)在距焊縫一段距離處,這是由于C在奧氏體與鐵素體中的固溶程度及擴(kuò)散速度不同引起的,從兩種不銹鋼溫度-時間-敏化(TTS)曲線可以看出,兩者的“鼻尖”溫度敏化時間差異很大,奧氏體不銹鋼的敏化時間相對較長,其敏化程度隨著冷卻速度的增加而降低,在焊接熱影響區(qū)不同區(qū)域停留時間不同,導(dǎo)致焊縫附近敏化程度有所差異,晶間腐蝕A法對比試驗進(jìn)一步驗證距離焊趾一定距離的斷裂區(qū)存在嚴(yán)重的晶間敏化,這一位置正好與卡箍斷裂位置相對應(yīng)。
對卡箍整體裝配狀態(tài)進(jìn)行有限元靜態(tài)分析(圖12)。卡箍在裝配狀態(tài)下受力最大的部位是卡帶與耳片的過渡圓弧處,而實際斷裂位置未發(fā)生在此位置。卡箍卡帶屬于冷硬狀態(tài),本身存在形變殘余應(yīng)力;彎制加工中殘余應(yīng)力升高(局部顯微硬度升高),又產(chǎn)生結(jié)構(gòu)應(yīng)力;卡箍緊固及導(dǎo)管作用產(chǎn)生的工作應(yīng)力;焊趾位置綜合應(yīng)力較大,但開裂位置主要是由于晶界弱化導(dǎo)致的。

圖12 卡箍緊固狀態(tài)周向應(yīng)力分布
綜上所述,卡箍卡帶材料具有一定的晶間腐蝕傾向,在焊接過程中受焊接熱影響局部材料晶界進(jìn)一步敏化,同時,卡箍工作環(huán)境中存在含S、Cl元素的腐蝕物,卡箍鋼帶自身的殘余應(yīng)力、結(jié)構(gòu)及工作應(yīng)力,這些因素都對卡箍的晶間腐蝕開裂有一定影響。但就此次失效來講,設(shè)計之初選擇2Cr13Mn9Ni4不銹鋼就是為了以其本身的耐蝕能力抵御環(huán)境腐蝕的影響,而卡箍卡帶具有明顯的晶間腐蝕傾向,同時焊接也導(dǎo)致斷裂區(qū)域材料敏化更嚴(yán)重,這些因素對卡箍的應(yīng)力腐蝕失效是決定性的。
通過上述分析可知:
1)在焊接前對卡箍進(jìn)行去應(yīng)力退火處理,可以消除冷軋過程的影響,以提高材料的抗晶間腐蝕能力。
2)降低焊接熱量輸入以及冷卻時間,減少在敏化溫度區(qū)停留時間,以減少晶界Cr23C6的產(chǎn)生,從而降低晶界的腐蝕敏感性。
3)對焊接后材料進(jìn)行固溶處理,使碳化物充分溶解,然后淬火,防止冷卻時間過長導(dǎo)致碳化物二次析出,這樣會消除焊接導(dǎo)致的卡帶局部敏化現(xiàn)象。
4 、結(jié)論
1)卡箍斷裂性質(zhì)為晶間腐蝕開裂,裂紋均分布于距離焊趾特定距離處。
2)卡箍卡帶整體具有明顯的晶間腐蝕傾向,判斷導(dǎo)致卡箍晶間腐蝕開裂的根本原因主要有2個:
第一,卡箍失效件的原材料具有一定晶間腐蝕傾向;
第二,焊接熱導(dǎo)致卡帶斷裂位置材料進(jìn)一步敏化,局部耐蝕性進(jìn)一步下降,產(chǎn)生晶間腐蝕裂紋。
作者:趙天昊,中國航發(fā)北京航空材料研究院,助理工程師,主要從事無損檢測及失效分析等方面的研究。
引用文章:趙天昊,黃超,歐陽康等. 2Cr13Mn9Ni4不銹鋼卡箍腐蝕開裂分析[J]. 失效分析與預(yù)防,2020,15(4):248-254.

來源:Internet


