您當(dāng)前的位置:檢測(cè)資訊 > 科研開(kāi)發(fā)
嘉峪檢測(cè)網(wǎng) 2020-09-27 18:46
機(jī)械密封(端面密封)是一種用來(lái)解決旋轉(zhuǎn)軸與機(jī)體之間密封的裝置。它是由至少一對(duì)垂直于旋轉(zhuǎn)軸線的端面,利用流體壓力和補(bǔ)償機(jī)構(gòu)彈力(或磁力)的作用及輔助密封的配合下保持貼合并相對(duì)滑動(dòng)而構(gòu)成防止流體泄漏的裝置,常用于泵、壓縮機(jī)、反應(yīng)攪拌釜等旋轉(zhuǎn)式流體機(jī)械,也用于齒輪箱、船舶尾軸等密封。因此,機(jī)械密封是一種通用的軸封裝置。
機(jī)械密封結(jié)構(gòu)多種多樣,最常用的機(jī)械密封結(jié)構(gòu)是端面密封。端面密封的靜環(huán)、動(dòng)環(huán)組成一對(duì)摩擦副,摩擦副的作用是防止介質(zhì)泄漏。它要求靜環(huán)、動(dòng)環(huán),具有良好的耐磨性,動(dòng)環(huán)可以在軸向靈活的移動(dòng),自動(dòng)補(bǔ)償密封面磨損,使之與靜環(huán)良好的貼合;靜環(huán)具有浮動(dòng)性,起緩沖作用。為此,密封面要求有良好的加工質(zhì)量,保證密封副有良好的貼合性能。構(gòu)成機(jī)械密封的基本元件有靜環(huán)、動(dòng)環(huán)、壓蓋、推環(huán)、彈簧、定位環(huán)、軸套、動(dòng)環(huán)密封圈、靜環(huán)密封圈軸套密封圈等。
彈性元件(彈簧、波紋管)主要起預(yù)緊、補(bǔ)償和緩沖的作用,要求始終保持足夠的彈性來(lái)克服輔助密封和傳動(dòng)件的摩擦和動(dòng)環(huán)等的慣性,保證端面密封副良好的貼合和動(dòng)環(huán)的追隨性,材料要求耐腐蝕、耐疲勞。
輔助密封(O形圈、V形圈、U形圈、楔形圈和異形圈等)它主要起靜環(huán)和動(dòng)環(huán)的密封作用,同時(shí)也起到浮動(dòng)和緩沖作用。要求靜環(huán)的密封元件能保證靜環(huán)與壓蓋之間的密封性,靜環(huán)有一定的浮動(dòng)性;動(dòng)環(huán)的密封元件能保證動(dòng)環(huán)與軸或軸套之間的密封性和動(dòng)環(huán)的浮動(dòng)性。材料要求耐熱等。
機(jī)械密封的優(yōu)缺點(diǎn)
優(yōu)點(diǎn)
(1)結(jié)構(gòu)可靠,泄漏量可以限制到很少,只要主密封面的表面粗糙度和平直度能保證達(dá)到要求,材料耐磨性好,機(jī)械密封可以達(dá)到很少的泄漏量,甚至肉眼看不見(jiàn)泄漏。
(2)壽命長(zhǎng)。在機(jī)械密封中,主要磨損部分是密封摩擦副端面,因?yàn)槊芊舛嗣娴哪p量在正常工作條件下不大,一般可以連續(xù)使用1~2年,特殊場(chǎng)合下也有用到5~10年。
(3)運(yùn)轉(zhuǎn)中無(wú)需調(diào)整。由于機(jī)械密封靠彈簧力和流體壓力使摩擦副貼合,在運(yùn)轉(zhuǎn)中自動(dòng)保持接觸,裝配后就不用像普通軟填料那樣需調(diào)整壓緊。
(4)具有耐振性。在轉(zhuǎn)速為3000r/min下最大振幅不超過(guò)0.05mm使用PV值不斷提高。
(5)功率損失小。填料密封是靠盤(pán)根的壓緊在軸上或軸套上起作用的。填料密封與軸直接摩擦,填料壓的越緊摩擦力就越大、消耗功率也就越大。而機(jī)械密封的摩擦是處于半液摩擦狀態(tài),摩擦系數(shù)非常的小,機(jī)械密封的功率損失是填料密封的10%~50%。
(6)波紋管密封軸或軸套不受磨損,對(duì)旋轉(zhuǎn)軸的振擺和軸對(duì)殼體的偏斜不敏感。
(7)適用范圍廣。當(dāng)介質(zhì)易燃、易爆、有毒、有害時(shí),采用機(jī)械密封可保證密封。它還適用于高溫、低溫、高壓、真空各種轉(zhuǎn)速及腐蝕介質(zhì)的設(shè)備密封。
缺點(diǎn)
結(jié)構(gòu)復(fù)雜,加工精度要求高,拆裝不便,要求一定的安裝技術(shù)等,特別是干氣密封的安裝要求更高。而且密封技術(shù)發(fā)展的很快,新技術(shù)不斷出現(xiàn)給我們維修帶來(lái)了新的課題。
機(jī)械密封的失效實(shí)例中,以摩擦副、輔助密封圈引起的失效所占比例最高,最典型的實(shí)例如下:
01端面不平
在鈉光燈下用平晶檢測(cè)密封面,平面度誤差為2.7μm(見(jiàn)圖一)。密封面這種局部平面誤差是由于研磨拋光不良引起的。在這種情況下,密封的泄漏較嚴(yán)重。
02粘著磨損
由于密封過(guò)熱過(guò)載,從而使軟質(zhì)材料碎片移附到硬質(zhì)材料表面,成團(tuán)的微粒十分頻繁地形成,然后又崩落,因而產(chǎn)生強(qiáng)烈的磨損(見(jiàn)圖二)。

03熱變形
密封面上有對(duì)稱(chēng)不連續(xù)的亮帶,這是由于熱變形引起的(見(jiàn)圖三)。有時(shí),這種狀態(tài)觀察不出來(lái),只有在端面上涂以紅丹粉,通過(guò)與平面輕輕研磨才能發(fā)現(xiàn)。出現(xiàn)這種情況,主要是由于不規(guī)則的冷卻,引起密封面的熱應(yīng)力變形。

04熱裂紋
密封面上產(chǎn)生的細(xì)裂紋有三種:A)徑向裂紋;B)徑向裂紋帶有水泡或疤痕;C)表面龜裂(見(jiàn)圖四)。
陶瓷或硬質(zhì)合金環(huán)密封面尤其容易產(chǎn)生這種損傷。這種裂紋象切削刀刮削碳石墨環(huán)或其它材料的密封面一樣,會(huì)很快使對(duì)磨的軟環(huán)凸臺(tái)消失完。產(chǎn)生熱裂最普遍的原因是:缺乏適當(dāng)?shù)臐?rùn)滑和冷卻措施,密封面液膜汽化蒸發(fā),PV值高等。

05端面偏斜
表征為密封面磨損不均勻,造成密封面中凸或中凹,在介質(zhì)變壓力工況下,表現(xiàn)為密封性能不穩(wěn)定;能使密封面摩擦轉(zhuǎn)矩增大,并產(chǎn)生大量的摩擦熱(見(jiàn)圖五)。產(chǎn)生端面偏斜的原因有:工作壓力超過(guò)許用值,或液力平衡選取不當(dāng)?shù)取?/span>

06磨粒磨損
磨粒磨損通常是由于嵌入軟環(huán)內(nèi)或附夾在端面間的顆粒所引起的(見(jiàn)圖六)。后者比前者引起的磨損小。前者磨損往往出現(xiàn)在硬環(huán)端面上,呈圓周溝槽且同心分布。圖中的碳化鎢硬質(zhì)合金的磨損痕跡即位一例。

07流體的浸蝕和氣蝕
密封件的內(nèi)外圓表面、背端面出現(xiàn)凹坑麻點(diǎn),這是因高速流體長(zhǎng)期沖擊的結(jié)果(見(jiàn)圖七)。就流體浸蝕來(lái)說(shuō),破壞是由于小滴液強(qiáng)烈的壓縮脈沖傳到材料表面引起周?chē)娣e強(qiáng)大的剪切變形,這種變形反復(fù)進(jìn)行,就能引起疲勞破壞型麻點(diǎn)。氣蝕是由于流體流動(dòng)連續(xù)性被破壞,在高速運(yùn)動(dòng)或振動(dòng)的表面接觸中形成的蒸汽泡或氣泡的破滅所引起的沖擊而產(chǎn)生的。

08密封環(huán)的機(jī)械變形與熱變形

09橡膠O型圈的擠出損壞
由于壓力作用及介質(zhì)的侵蝕,使O型橡膠圈變軟,而擠入小間隙中,又由于應(yīng)力集中使密封圈出現(xiàn)斷裂或剝落(見(jiàn)圖九)。

10橡膠O型圈永久變形
由于高溫、壓縮率過(guò)大或過(guò)載等使橡膠O型圈變成方形(見(jiàn)圖十)。

11橡膠O型圈溶漲
由于橡膠與介質(zhì)的不溶性,O型圈發(fā)生溶漲而變軟、發(fā)粘、起皮、破裂(見(jiàn)圖十一)。

12橡膠O型圈老化
橡膠老化表現(xiàn)為變硬,通常是由于儲(chǔ)存期過(guò)長(zhǎng),接觸陽(yáng)光、臭氧或是受熱老化變硬,因而失去彈性(見(jiàn)圖十二)。

13橡膠O型圈表面產(chǎn)生裂紋
橡膠O型圈長(zhǎng)期處于拉伸狀態(tài)下,在空氣中放置時(shí)間過(guò)長(zhǎng),表面接觸油污,或受臭氧影響,都可產(chǎn)生表面龜裂(見(jiàn)圖十三)。

14橡膠O型圈擠裂啃傷
由于座孔和軸端未倒角,或殘留毛刺,O型圈裝入時(shí)被啃傷劃破(見(jiàn)圖十四)。

15O型圈內(nèi)周被磨損
當(dāng)軸表面粗糙,軸竄動(dòng),軸與密封件不垂直而偏斜、振動(dòng),支座偏歪時(shí),補(bǔ)償環(huán)O型圈與軸間產(chǎn)生微量的相對(duì)運(yùn)動(dòng)而使橡膠O型圈磨損(見(jiàn)圖十五)。

16O型圈處被阻塞
在密封介質(zhì)的一側(cè),由于固體物料比率高或纖維物料多,補(bǔ)償環(huán)作浮動(dòng)調(diào)整時(shí),固體物或雜質(zhì)進(jìn)入期間,產(chǎn)生阻塞,補(bǔ)償環(huán)不能作軸向滑移和浮動(dòng)調(diào)整;在大氣一側(cè),由于液膜蒸發(fā)、冷凝沉積、分離蒸餾,引起濃縮物的堆積、也能阻塞O型圈正常滑移和調(diào)整,從而使密封端面不能接觸而產(chǎn)生泄漏(見(jiàn)圖十六)。

17O型圈扭曲
橡膠O型圈的扭曲現(xiàn)象大多發(fā)生在密封距形安裝槽的結(jié)構(gòu)上,當(dāng)O型圈的斷面粗細(xì)不勻,或組合軸孔表面不光潔以及壓縮率過(guò)大時(shí),都會(huì)引起O型圈扭曲(見(jiàn)圖十七)。

18焊接波紋管破裂
這種現(xiàn)象大部分發(fā)生在波紋管兩端的內(nèi)焊縫處。這是因?yàn)閮?nèi)焊縫承受較大的拉力,并且兩端焊縫因振動(dòng)波的傳播使其工作條件更加惡劣;應(yīng)力集中對(duì)焊頭疲勞強(qiáng)度影響很大。從焊縫橫斷面來(lái)看,大多數(shù)裂紋產(chǎn)生在熔合線附件,這主要是由于焊縫根部的應(yīng)力集中。如焊接熱對(duì)片材冷作硬化的消除,使接縫區(qū)母材軟化而產(chǎn)生應(yīng)變。波紋管與前后端焊接的環(huán)座壁厚不等,其薄弱環(huán)節(jié)就在外徑邊緣上。使用中應(yīng)力主要作用在該處而產(chǎn)生裂紋。
不同的焊頭造成不同應(yīng)力集中和不同的破裂特征。圖十八為波紋管焊頭的情況。a、b、c焊頭可以形成光滑的焊接,a為不對(duì)稱(chēng)焊頭,這種焊頭往往沿焊縫較小一側(cè)破裂;b焊頭太小強(qiáng)度不足,在交變應(yīng)力下常常沿焊頭中間開(kāi)裂;c焊頭是過(guò)分加強(qiáng)的焊頭,也容易造成較大的應(yīng)力集中。適合的焊頭應(yīng)三倍于波片的厚度。

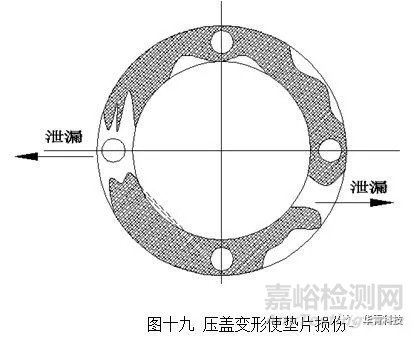
19壓蓋變形使墊片損壞產(chǎn)生泄漏
壓蓋的剛性較差,將會(huì)出現(xiàn)圖十九所示的情況,即靜密封墊片損壞而產(chǎn)生泄漏。
上述典型失效案例可以看出,故障分析是解決密封泄漏和損壞的一種非常有效的方法。這種方法簡(jiǎn)單易行,而且很容易發(fā)現(xiàn)問(wèn)題的焦點(diǎn),并針對(duì)性地加以解決。任何一種結(jié)構(gòu)形式的機(jī)械密封都有其優(yōu)點(diǎn),但也不可避免地存在一些局限,只能通過(guò)舉一反三,掌握其原理,從多方面出發(fā)考慮,綜合分析故障原因,再針對(duì)不同設(shè)備、不同工況,分別加以分析,選擇最佳的配套方案,來(lái)解決機(jī)械密封的現(xiàn)場(chǎng)故障。

來(lái)源:華青科技、通用機(jī)械


