您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2020-09-27 09:03
一、極片設計基礎篇
鋰電池電極是一種顆粒組成的涂層,均勻的涂敷在金屬集流體上。鋰離子電池極片涂層可看成一種復合材料,主要由三部分組成:
(1)活性物質顆粒;
(2)導電劑和黏結劑相互混合的組成相(碳膠相);
(3)孔隙,填滿電解液。
各相的體積關系表示為:
孔隙率 + 活物質體積分數 + 碳膠相體積分數=1
鋰電池極片的設計是非常重要的,現針對鋰電池極片設計基礎知識進行簡單介紹。
(1)電極材料的理論容量
電極材料理論容量,即假定材料中鋰離子全部參與電化學反應所能夠提供的容量,其值通過下式計算:

例如,LiFePO4摩爾質量157.756 g/mol,其理論容量為:

這計算值只是理論的克容量,為保證材料結構可逆,實際鋰離子脫嵌系數小于1,實際的材料的克容量為:
材料實際克容量=鋰離子脫嵌系數 × 理論容量
(2)電池設計容量與極片面密度
電池設計容量可以通過下式計算:
電池設計容量=涂層面密度×活物質比例×活物質克容量×極片涂層面積
其中,涂層的面密度是一個關鍵的設計參數,壓實密度不變時,涂層面密度增加意味著極片厚度增加,電子傳輸距離增大,電子電阻增加,但是增加程度有限。厚極片中,鋰離子在電解液中的遷移阻抗增加是影響倍率特性的主要原因,考慮到孔隙率和孔隙的曲折連同,離子在孔隙內的遷移距離比極片厚度多出很多倍。
(3)負極-正極容量比N/P
負極容量與正極容量的比值定義為:

N/P要大于1.0,一般1.04~1.20,這主要是處于安全設計,防止負極側鋰離子無接受源而析出,設計時要考慮工序能力,如涂布偏差。但是,N/P過大時,電池不可逆容量損失,導致電池容量偏低,電池能量密度也會降低。
而對于鈦酸鋰負極,采用正極過量設計,電池容量由鈦酸鋰負極的容量確定。正極過量設計有利于提升電池的高溫性能:高溫氣體主要來源于負極,在正極過量設計時,負極電位較低,更易于在鈦酸鋰表面形成SEI膜。
(4)涂層的壓實密度及孔隙率
在生產過程中,電池極片的涂層壓實密度通過下式計算,
而考慮到極片輥壓時,金屬箔材存在延展,輥壓后涂層的面密度通過下式計算。

前面提到,涂層由活物質相、碳膠相和孔隙組成,孔隙率可由下式計算。

其中,涂層的平均密度為:

鋰電池電極是一種粉體顆粒組成的涂層,由于粉體顆粒表面粗糙,形狀不規則,在堆積時,顆粒與顆粒間必有孔隙,而且有些顆粒本身又有裂縫和孔隙,所以粉體的體積包括粉體自身的體積、粉體顆粒間的孔隙隙和顆粒內部的孔隙,因此,相應的有多種電極涂層密度及孔隙率的表示法。
粉體顆粒的密度是指單位體積粉體的質量。根據粉體所指的體積不同,分為真密度、顆粒密度、堆積密度三種。各種密度定義如下:
a. 真密度指粉體質量除以不包括顆粒內外空隙的體積(真實體積),求得的密度。即排除所有的空隙占有的體積后,求得的物質本身的密度。
b. 顆粒密度指粉體質量除以包括開口細孔與封閉細孔在內的顆粒體積,求得的密度。即排除顆粒之間的空隙,但不排除顆粒內部本身的細小孔隙,求得的顆粒本身的密度。
c. 堆積密度,即涂層密度,指粉體質量除以該粉體所組成涂層的體積,求得的密度。其所用的體積包括顆粒本身的孔隙以及顆粒之間空隙在內的總體積。
對于同一種粉體,真密度>顆粒密度>堆積密度。
粉體的孔隙率是粉體顆粒涂層中孔隙所占的比率,即粉體顆粒間空隙和顆粒本身孔隙所占體積與涂層總體積之比,常用百分率表示。粉體的孔隙率是與粒子形態、表面狀態、粒子大小及粒度分布等因素有關的一種綜合性質,其孔隙率的大小直接影響著電解液的浸潤和鋰離子傳輸。一般來說,孔隙率越大,電解液浸潤容易,鋰離子傳輸較快。所以在鋰電池設計中,有時要測定孔隙率,常用壓汞法、氣體吸附法等進行測定。也可通過密度計算求得。當采用不同的密度進行計算時,孔隙率含義也不同。
當活物質、導電劑、粘結劑的密度都采用真密度計算孔隙率時,所計算的孔隙率包括顆粒之間的空隙、顆粒內部空隙。當活物質、導電劑、粘結劑的密度都采用顆粒密度計算孔隙率時,所計算的孔隙率包括顆粒之間的空隙、而不包括顆粒內部空隙。因此,鋰電池極片的孔隙尺寸也是多尺度的,一般地顆粒之間的空隙在微米級尺寸,而顆粒內部空隙在納米到亞微米級。
在多孔電極中,有效擴散率、傳導率等輸運物性的關系可用下式表示:

其中,D0表示材料本身固有擴散(傳導)率,ε為相應相的體積分數,τ為相應物相的迂曲率。在宏觀均質模型中,一般采用Bruggeman關系式,取系數ɑ=1.5來估計多孔電極的有效物性。

電解液填充在多孔電極的孔隙中,鋰離子在孔隙內通過電解液傳導,鋰離子的傳導特性與孔隙率密切相關。孔隙率越大,相當于電解液相體積分數越高,鋰離子有效電導率越大。而正極極片中,電子通過碳膠相傳輸,碳膠相的體積分數,碳膠相的迂曲度又直接決定電子有效電導率。
孔隙率和碳膠相的體積分數是相互矛盾的,孔隙率大必然導致碳膠相體積分數降低,因此,鋰離子和電子的有效傳導特性也是相互矛盾的,如圖2所示。隨著孔隙率降低,鋰離子有效電導率降低,而電子有效電導率升高。電極設計中,如何平衡兩者也很關鍵。

圖 2 孔隙率與鋰離子和電子電導率關系示意圖
二、極片缺陷種類及檢測
目前,在電池極片制備過程中,越來越多的在線檢測技術被采用,從而有效識別產品的制造缺陷,剔除不良品,并及時反饋給生產線,自動或者人工對生產過程做出調整,降低不良率。
極片制造中常用的在線檢測技術包括漿料特性檢測、極片質量檢測、尺寸檢測等方面,比如:(1)在線粘度計直接安裝在涂布儲料罐內實時檢測漿料的流變特性,檢測漿料的穩定性;(2)采用X射線或β射線在涂布工藝中直接測量獲得涂層的面密度,其測量精度高,但輻射大、設備價格高且維護麻煩;(3)激光在線測厚技術應用于測量極片的厚度,測量精度可達±1. 0μm,還能實時顯示測量厚度及厚度變化趨勢,便于數據追溯和分析;(4)采用CCD視覺技術檢測極片的表面缺陷,即采用線陣CCD 掃描被測物,圖像實時處理及分析缺陷類別,實現對極片表面缺陷的無損在線檢測。
在線檢測技術作為質量控制的工具,理解缺陷與電池性能之間的相關性也是必不可少的,這樣才能確定半成品合格/不合格標準。
后面部分對鋰離子電池極片表面缺陷的檢測技術新方法-紅外熱成像技術以及這些不同缺陷與電化學性能之間的關系簡單介紹。參考D. Mohanty等對此進行的深入研究。
(1)極片表面常見缺陷
圖3是鋰離子電池極片表面常見的缺陷,左邊是光學圖像,右邊是熱成像儀捕捉的圖像。
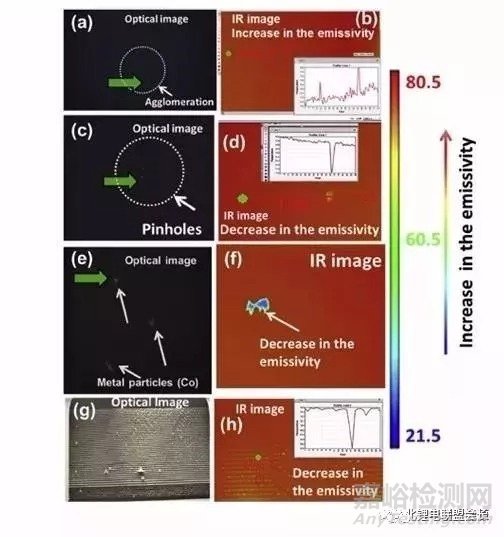
圖 3 極片表面常見缺陷: (a、b)凸起包/團聚體;(c、d)掉料/針孔;(e、f)金屬異物;(g、h)不均勻涂層
(a、b)凸起包/團聚體,如果漿料攪拌不均勻或涂布供料速度不穩定時就會產生此類缺陷。粘合劑和碳黑導電劑的團聚體會導致活性成分含量低,極片重量輕。
(c、d)掉料/針孔,這些缺陷區域沒有涂層,通常是由漿料中的氣泡產生的。它們減少了活性物質的量,并使集流體暴露在電解液中,從而降低了電化學容量。
(e、f)金屬異物,漿料或者設備、環境中引入的金屬異物,金屬異物對鋰電池的危害巨大。尺寸較大的金屬顆粒直接刺穿隔膜,導致正負極之間短路,這是物理短路。另外,當金屬異物混入正極后,充電之后正極電位升高,金屬發生溶解,通過電解液擴散,然后再在負極表面析出,最終刺穿隔膜,形成短路,這是化學溶解短路。電池工廠現場最常見的金屬異物有Fe、Cu、Zn、Al、Sn、SUS等。
(g、h)不均勻涂層,如漿料攪拌不充分,顆粒細度較大時容易出現條紋,導致涂層不均勻,這會影響電池容量的一致性,甚至出現完全沒有涂層的條紋,對容量和安全性均有影響。
(2)極片表面缺陷檢測技術
紅外線(IR)熱成像技術被用來檢測干燥極片上的微小缺陷,這些缺陷可能會損壞鋰離子電池的性能。在線檢測時,如果電極缺陷或污染物被檢測到,在極片上做好標記,在后續的工序中將其剔除,并且反饋給生產線,及時調整工藝以消除缺陷。紅外線是一種電磁波,具有與無線電波和可見光一樣的本質。利用某種特殊的電子裝置將物體表面的溫度分布轉換成人眼可見的圖像,并以不同顏色顯示物體表面溫度分布的技術稱之為紅外熱成像技術,這種電子裝置稱為紅外熱像儀。所有高于絕對零度(-273℃)的物體都會發出紅外輻射。
如圖4所示,紅外熱像儀(IR Camera)利用紅外探測器和光學成像物鏡接受被測目標物體的紅外輻射能量分布圖形并反映到紅外探測器的光敏元件上,從而獲得紅外熱像圖,這種熱像圖與物體表面的熱分布場相對應。當物體表面存在缺陷時,該區域會出現溫度的偏移,因此,這種技術也可以用于探測物體表面的缺陷,特別適合于一些光學探測手段無法分辨的缺陷。在鋰離子電池干燥極片在線檢測時,首先極片經過閃光燈照射,表面溫度發生變化,隨后用熱成像儀探測表面溫度。熱分布圖像可視化,并實時對圖像進行處理和分析,探測到表面缺陷及時做好標記。D. Mohanty的研究將熱成像儀安裝在了涂布機干燥烘箱的出口處,探測極片表面的溫度分布圖像。

圖 4 熱成像儀探測極片表面出現示意圖
圖5(a)是熱成像儀探測到的NMC正極極片涂層表面的溫度分布圖,其中包含了一個非常細小的缺陷,肉眼無法分辨。途中線段對應的溫度分布曲線如內插圖所示,在缺陷點出現溫度尖峰。圖5(b)圖像對應的方框內出現溫度局部升高的情況,對應極片表面的缺陷。圖6是負極極片表面溫度分布圖顯示了缺陷的存在,其中溫度升高的峰對應氣泡或者團聚體,溫度降低區域對應針孔或者掉料。
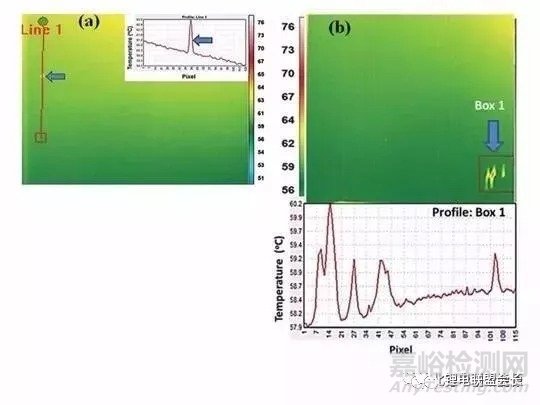
圖 5 正極極片表面熱成像溫度分布圖
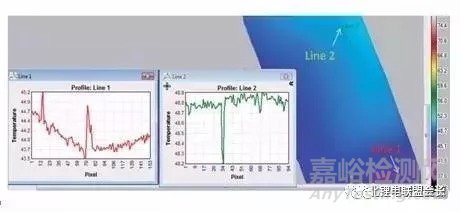
圖 6 負極極片表面熱成像溫度分布圖
由此可見,熱成像探測溫度分布是很好的極片表面缺陷探測的手段,能夠用于極片制造的質量控制。
三、極片表面缺陷對電池性能的影響
(1)對電池倍率容量和庫倫效率的影響
圖7是團聚體和針孔對電池倍率容量和庫倫效率的影響曲線,團聚體居然能夠提高電池容量,但是會降低庫倫效率。針孔降低電池容量和庫倫效率,而且高倍率下庫倫效率下降幅度大。
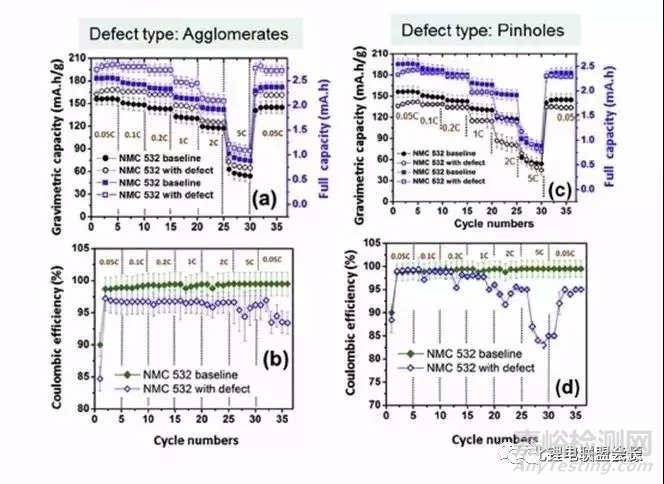
圖 7 正極團聚體和針孔對電池倍率容量和庫倫效率的影響
圖8是不均勻涂層、以及金屬異物Co和Al對電池倍率容量和庫倫效率的影響曲線,不均勻涂層降低電池單位質量容量10%-20%,但是整個電池容量下降了60%,這說明極片中活物質量明顯減少了。金屬Co異物降低容量和庫倫效率,甚至在2C和5C高倍率下,完全沒有容量發揮,這可能是由于金屬Co在電化學反應中形成合金阻礙了脫鋰和嵌鋰,也可能是金屬顆粒堵塞了隔膜孔隙造成微短路。

圖8 正極不均勻涂層、以及金屬異物Co和Al對電池倍率容量和庫倫效率的影響
正極極片缺陷小結:
正極極片涂層中的團聚體降低電池的庫侖效率。
正極涂層的針孔降低庫侖效率,導致差的倍率性能,特別是在高電流密度。
非均勻涂層顯示出較差的倍率性能。
金屬顆粒污染物可能會導致微短路,因此可能大大降低電池容量。
圖9 是負極漏箔條紋對電池倍率容量和庫倫效率的影響,負極出現漏箔時明顯降低電池的容量,但是克容量減小不明顯,對庫倫效率影響也而不大。

圖 9 負極漏箔條紋對電池倍率容量和庫倫效率的影響
(2)對電池倍率循環性能的影響
圖10是極片表面缺陷對電池倍率循環的影響結果,其影響結果小結如下:
團聚體:2C時,無缺陷極片電池200次循環容量維持率70%,缺陷電池12%,而5C循環時,無缺陷極片電池200次循環容量維持率50%,缺陷電池14%。
針孔:容量衰減明顯,但是沒有團聚體缺陷衰減快,200次循環容量維持率2C和5C分別為47%和40%。
金屬異物:金屬Co異物幾次循環后容量幾乎為0,金屬異物Al箔5C循環容量衰減顯著。
漏箔條紋:相同漏箔面積條件下,與一條大尺寸條紋(5C循環時200次循環容量維持率47%)相比,多條小尺寸條紋的電池容量衰減更快(5C循環時200次循環容量維持率7%)。這說明條紋數目越多對電池循環影響越大。


圖 10 極片表面缺陷對電池倍率循環的影響
參考文獻:
[1]Non-destructive evaluation of slot-die-coated lithium secondary batteryelectrodes by in-line laser caliper and IR thermography methods[J]. ANALYTICALMETHODS. 2014, 6(3): 674-683.
[2]Effect of electrode manufacturing defects on electrochemical performance oflithium-ion batteries: Cognizance of the battery failure sources[J]. Journal of Power Sources. 2016, 312: 70-79.

來源:Internet


