您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2019-05-22 16:48
雙相不銹鋼綜合了鐵素體不銹鋼和奧氏體不銹鋼的性能特點,具有優異的耐腐蝕性能以及良好的綜合力學性能,在各個領域得到了較為廣泛的應用。
某企業水泵運行2a(年)后發現有螺栓發生了腐蝕失效,螺栓材料為S32750雙相不銹鋼,最終熱處理狀態為固溶處理。為查明該螺栓腐蝕失效的原因,避免類似失效模式的再次發生,筆者對其進行了檢驗和分析。
理化檢驗
1、宏觀分析
圖1 螺栓宏觀形貌
圖2 失效螺栓宏觀形貌
S32750不銹鋼六角頭螺栓宏觀形貌如圖1所示,其中腐蝕失效螺栓宏觀形貌如圖2所示,可見距螺栓末端約13扣螺紋范圍內存在明顯的腐蝕現象,其中前8扣螺紋腐蝕嚴重,局部殘留金屬直徑僅約為原始直徑的1/2,后5扣螺紋腐蝕輕微,螺紋輪廓依舊完整,其余螺紋及頭部未發現明顯的腐蝕痕跡。
圖3 螺母宏觀形貌
圖3所示為與失效螺栓相配合螺母的宏觀形貌,可見螺母內螺紋外形基本完整,可見個別點狀腐蝕坑。
圖4 腐蝕較輕區域低倍形貌
圖4所示為失效螺栓腐蝕較輕區域表面低倍形貌,可見螺紋牙底存在直徑為0.5~2mm的腐蝕坑,腐蝕坑周圍可見大量的麻點狀腐蝕缺陷。
圖5 腐蝕嚴重區域宏觀形貌
圖5所示為失效螺栓腐蝕嚴重區域的表面形貌,以下將分為A,B,C三個區域進行描述。
2、掃描電鏡及能譜分析
圖6 斷面A區微觀形貌
圖6所示為圖5中腐蝕A區微觀形貌,可見表面存在明顯的覆蓋物,未發現典型的斷口學特征。
圖7 斷面A區能譜分析結果
圖7所示為A區能譜(EDS)分析結果,可見該區域除基體元素外還存在大量的氧元素,及少量的硫、氯、鈣、鉀、鎂、鋁等元素。
圖8 斷面B區微觀形貌
圖9 斷面B區能譜分析結果
圖8所示為B區微觀形貌,可見長條狀晶粒結氯、鉀、鎂、鋁等元素。
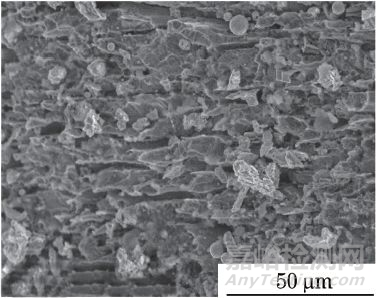
圖10 斷面C區微觀形貌
圖10所示為C區微觀形貌,可見長條狀晶粒結構。
圖11 斷面C區能譜分析結果
圖11所示為C區能譜分析結果,可見該區域除基體元素外還存在一定含量的氧元素,及少量的硫、氯、鉀、鈣、鋁等元素。
3、金相分析
圖12 完好螺紋顯微組織形貌
圖12所示為失效螺栓完好螺紋顯微組織形貌,未發現明顯的折疊、裂紋等不連續性缺陷。
圖13 失效螺栓非金屬夾雜物形貌
圖14 完好螺栓非金屬夾雜物形貌
圖13和圖14所示分別為失效螺栓與完好螺栓非金屬夾雜物形貌,根據GB/T 10561-2005規定,判定失效螺栓為C類硅酸鹽夾雜物(細系)1.5級,C類硅酸鹽夾雜物(粗系)1級,D類球狀氧化物夾雜物(細系)0.5級;完好螺栓為D類球狀氧化物夾雜物(細系)1級,D類球狀氧化物夾雜物(粗系)0.5級。
圖15 腐蝕區域顯微組織形貌
經淡王水浸蝕后,失效螺栓腐蝕區域顯微組織形貌如圖15所示,可見腐蝕優先沿相界面擴展。
圖16 失效螺栓縱截面顯微組織形貌
經電解浸蝕后,失效螺栓基體縱截面顯微組織形貌如圖16所示,經計算得鐵素體含量約為45.6%(體積分數,下同),并可見相界面與鐵素體晶界處存在明顯的黑色σ相。
圖17 完好螺栓縱截面顯微組織形貌
經電解浸蝕后,完好螺栓縱截面顯微組織形貌如圖17所示,經計算得鐵素體含量約為50.1%,未發現明顯的黑色σ相。
圖18 螺母橫截面顯微組織形貌
經電解浸蝕后,配套螺母橫截面顯微組織形貌如圖18所示,經計算得鐵素體含量約為44.6%,未發現明顯的黑色σ相。
4、力學性能試驗
對完好螺栓進行力學性能試驗,結果如表1所示,可見所有指標均滿足相關標準對S32750不銹鋼的技術要求。
表1 完好螺栓力學性能試驗結果
5、化學成分分析
對失效螺栓及配套螺母進行化學成分分析,結果如表2所示,符合委托方提供的關于S32750雙相不銹鋼的化學成分要求。
表2 失效螺栓與螺母的化學成分(質量分數)%
6、模擬驗證試驗
在完好螺栓上截取相同規格(50mm×25mm×4mm)的兩塊試樣,分別標記為1號和2號。兩塊試樣分別模擬不同溫度的固溶處理,并進行了不同溫度72h的三氯化鐵點腐蝕試驗,結果如表3所示。
表3 三氯化鐵點腐蝕試驗結果
可見S32750不銹鋼1050℃固溶處理試樣的耐三氯化鐵點腐蝕性能顯著優于950℃固溶處理試樣的。
圖19所示為950℃固溶處理試樣基體顯微組織形貌,鐵素體含量為51.4%,相界面處存在明顯的黑色σ相。圖20所示為1050℃固溶處理試樣基體顯微組織形貌,鐵素體含量為50.6%,未發現明顯的黑色σ相。
圖19 950℃固溶處理試樣顯微組織形貌
圖20 1050℃固溶處理試樣顯微組織形貌
以上試驗結果說明:相比1050℃固溶處理,950℃固溶處理更易產生σ相;雙相不銹鋼產生σ相后其耐三氯化鐵點腐蝕性能將顯著下降。
綜合分析
失效螺栓表面形貌顯示,腐蝕區域集中于距螺栓末端約13扣螺紋范圍內,其余螺紋及頭部均未發現明顯的腐蝕痕跡,說明螺栓服役過程中距末端約13扣螺紋長度部分與腐蝕介質接觸,其余螺紋及頭部均與腐蝕介質隔絕。腐蝕嚴重的區域殘留金屬直徑僅約為原始直徑的1/2,腐蝕過程中存在大量金屬損失的現象;腐蝕輕微的區域可見明顯的宏觀腐蝕坑形貌,螺栓宏觀腐蝕坑周圍存在大量的麻點狀腐蝕坑,螺栓宏觀腐蝕形貌符合點蝕特征。
掃描電鏡形貌分析結果顯示,腐蝕嚴重的區域及螺紋牙底腐蝕坑均可見長條狀晶粒結構,腐蝕區域顯微組織可見腐蝕優先沿相界面發生,掃描電鏡形貌與金相組織特征相吻合。沿相界面優先腐蝕符合雙相不銹鋼點蝕的顯著特征,因此判斷螺栓失效模式為點蝕。奧氏體不銹鋼在不同的腐蝕介質體系中會發生不同的腐蝕失效形式,而其中以局部腐蝕失效最為嚴重。奧氏體不銹鋼的局部腐蝕失效形式主要有點蝕、縫隙腐蝕、晶間腐蝕、應力腐蝕開裂等。一般來說,發生點蝕必須具備的條件是:①敏感的材料,如易鈍化材料或表面有鈍化膜的材料;②含有腐蝕性離子的介質,如鹵素離子,特別是常見的Cl-;③具備一定的氧化性條件,如介質中含有一定量的氧。
能譜分析結果顯示,螺栓腐蝕區域存在大量的氧元素,以及少量的硫、氯、鉀、鈣、鋁、鎂等元素,說明螺栓接觸的介質中含有溶解氧與硫化物、氯化物等鹽類物質。
金相分析結果顯示,失效螺栓顯微組織中存在明顯的σ相,該有害相為Fe-Cr-Mo金屬間化合物,配套螺母及完好螺栓顯微組織中均未發現明顯的σ相。當雙相不銹鋼在低于1000℃加熱時σ相由鐵素體中析出,σ相的析出導致相鄰基體鉻元素貧化,耐腐蝕性能降低,這與模擬不同溫度固溶處理后試樣耐腐蝕性能的試驗結果相吻合。金屬間化合物質點通常成為點蝕成核處,含σ相的雙相不銹鋼存在明顯的選擇性腐蝕特征,在電化學腐蝕過程中,σ相最先溶解,其次是周圍的貧鉻區,之后為鐵素體相,最后為初次奧氏體相及二次奧氏體相。σ相不僅降低了材料的耐點蝕性和鈍化膜穩定性,同時也改變了材料電化學腐蝕后的形貌,隨著σ相析出量的逐漸增多,腐蝕形貌從半球形變為口小腔大、內部破壞嚴重的形貌,再后逐漸轉變為寬淺狀的腐蝕形貌,這與失效螺栓腐蝕形貌相吻合。
結論及建議
該S32750雙相不銹鋼六角頭螺栓失效模式為點蝕;引起螺栓點蝕的根本原因是熱處理工藝不當,導致螺栓顯微組織中存在明顯的金屬間化合物σ相,同時服役環境中存在含有Cl-的腐蝕性介質。建議雙相不銹鋼緊固件成品在投入使用前應進行耐點蝕試驗和有害相金屬間化合物檢驗。





















作者:徐健康,永康市質量技術監督檢測中心

來源:理化檢驗


