您當前的位置:檢測資訊 > 法規標準
嘉峪檢測網 2018-11-15 16:10
11月14日,全國力值硬度重力計量技術委員會發布了《標準努氏硬度塊校準規范》征求意見稿(點擊下載全文)。
標準努氏硬度塊校準規范
1 范圍
本規范適用于試驗力范圍為(0.009807~19.613)N,且壓痕長對角線≥0.020mm的標準努氏硬度塊的校準。
2 引用文件
本規范引用了下列文件:
JJF 1011-2006 力值與硬度計量術語及定義
JJG144 標準測力儀檢定規程
GB/T 18449.1 金屬材料努氏硬度試驗第1部分:試驗方法
GB/T 18449.2 金屬材料努氏硬度試驗第2部分:硬度計的檢驗與校準
GB/T 18449.3 金屬材料努氏硬度試驗第3部分:標準硬度塊的標定
ISO 4545-1:2017 金屬材料努氏硬度試驗第1部分:試驗方法(Metallic materials –Knoop hardness test – Part 1: Test method)
ISO 4545-2:2017 金屬材料努氏硬度試驗第2部分:試驗方法(Metallic materials – Knoop hardness test – Part 2: Verification and calibration of testing machines)
ISO 4545-3:2017 金屬材料努氏硬度試驗第3部分:試驗方法(Metallic materials – Knoop hardness test – Part 3: Calibration of reference blocks)
凡是注日期的引用文件,僅注日期的版本適用于本規范;凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本規范。
3 概述
努氏硬度試驗的原理是將頂部兩棱之間的α角為172.5º和β角為130º的棱錐體金剛石壓頭用規定的試驗力壓入試樣表面,經一定的保持時間后卸除試驗力(見圖1),以壓痕單位投影面積上的試驗力表示試樣的努氏硬度。實際操作中,測量壓痕長對角線長度,按式(1)計算努氏硬度值HK:
 (1)
(1)

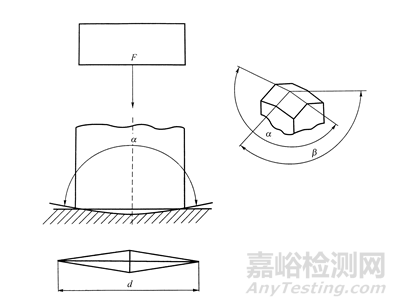
圖1 壓頭幾何形狀和試驗原理示意圖
標準努氏硬度塊(以下簡稱標準塊)主要用于努氏硬度計的示值校準。
4 計量特性
4.1基本性能
4.1.1 標準塊不得有磁性,其工作面和支承面不得有銹蝕、裂紋、劃痕及任何影響壓痕測量的缺陷。
4.1.2 標準塊的幾何參數和表面粗糙度要求見表1。
表1 標準塊的幾何參數和表面粗糙度要求
|
表面 形狀 |
幾何參數 |
表面粗糙度Ra |
||||
|
邊長或直徑/mm |
厚度 /mm |
工作面與支承面的平面度/mm |
工作面與支承面的平行度/mm |
工作面/μm |
支承面/mm |
|
|
長方形 |
≥25 |
≥5 |
≤0.003 |
≤0.010 |
≤0.05 |
≤0.2 |
|
圓形 |
≥25 |
|||||
|
注: 1 Ra的取樣長度L=0.8mm。 2 硬度塊周邊、尖角倒鈍,倒角為0.5×45º。 3 特殊形狀的標準塊,可以為其他形狀,但工作表面積不大于40cm2。 |
||||||
4.1.3 為保證標準塊的穩定性,在生產鋼制硬度塊時,必須進行-70℃以下溫度的深冷處理,并做退磁處理和經過至少半年以上時間的自然時效。
4.1.4 標準塊應刻有制造單位的標志和批號,其標志和批號應清晰可辨。
4.1.5 使用過的標準塊,不允許磨平后重新校準使用。
---------------------
① 計量特性條文中給出的技術指標不用于合格性判定,僅供參考。
4.2 標準塊的硬度范圍及均勻度
標準塊的硬度范圍及均勻度要求見表2。
表2 標準塊的硬度范圍及均勻度要求
|
標準塊的硬度范圍 |
均勻度的最大允許值 |
||
|
HK0.001~HK0.1 |
>HK0.1~HK0.5 |
>HK0.5~HK2 |
|
|
100≤HK≤200 |
16 |
14 |
8 |
|
200<HK≤250 |
10 |
14 |
8 |
|
250<HK≤650 |
8 |
8 |
6 |
|
HK>650 |
6 |
6 |
4 |
4.3 標準塊的穩定性
標準塊的穩定性要求見表3。
表3 標準塊的穩定性要求
|
標準塊的硬度范圍 |
穩定性的最大允許值 |
||
|
HK0.001~HK0.1 |
>HK0.1~HK0.5 |
>HK0.5~HK2 |
|
|
100≤HK≤200 |
8 |
7 |
4 |
|
200<HK≤250 |
5 |
7 |
4 |
|
250<HK≤650 |
4 |
4 |
3 |
|
HK>650 |
3 |
3 |
2 |
5 校準條件
5.1 環境條件
硬度塊應在(23±5)℃和相對濕度不超過70%的環境條件下進行校準,并應在校準記錄和校準證書中說明。
校準硬度塊時,周圍環境應清潔,無明顯振動,無腐蝕性氣體,溫度的變化應不超過1℃。
5.2 校準裝置
標準塊的硬度值、均勻度和穩定性用標準努氏硬度機進行校準,其技術要求見附錄A。
6 校準項目和校準方法
6.1 校準前檢查
6.1.1 按4.1的要求,通過實際操作、觀察和檢驗合格報告的方式進行標準塊基本性能的檢查,經檢查符合要求后,再進行其他項目的校準。
6.1.2 校準前,應將標準塊用汽油或酒精擦洗干凈,并在試驗環境中放置2h后再進行校準。
6.2 硬度值及均勻度的校準
6.2.1標準塊在標準努氏硬度機上進行。校準時,應首先確定標準機的系統誤差,并進行修正。
6.2.2 在標準塊上均勻分布壓出5個壓痕,并選定一個壓痕作為標準壓痕。當為減小測量不確定度,壓痕數量多于5個時,建議在均勻分布的五個區域共計壓出10、15或25個壓痕。兩相鄰壓痕中心的距離及壓痕中心至標準塊邊緣的距離均應不小于壓痕長對角線長度的1/2,測量壓痕的長對角線長度并計算硬度值,硬度值用3位有效數字表示。
6.2.3 所測5點或多于5點的硬度值的平均值即為標準塊的硬度值。其中最大值與最小值之差除以硬度平均值即為均勻度。
6.3 穩定性的校準
本次校準硬度值與前次校準硬度值的差值除以前次標準塊的硬度值,即為標準塊的穩定性。
7 校準結果表達
7.1 標準塊的標記
每一塊標準塊都應標注以下信息:
a) 硬度值;
b) 供應商或制造商的名稱或標志;
c) 編號;
d) 試塊的厚度或測試表面的識別標記;
e) 校準年份(如果沒有在編號中標明校準年份的話)
所有標記都應當標刻在標準塊的工作面邊緣或側面。當測試表面向上時,標準塊側面的標記應當處于正向位置。
7.2 校準證書
校準結果應在校準證書上反映。校準證書應至少包括以下信息:
a) 標題:“校準證書”;
b) 實驗室名稱和地址;
c) 進行校準的地點(如果與實驗室的地址不同);
d) 校準證書的唯一性標識(如編號),每頁及總頁數的標識;
e) 客戶的名稱和地址;
f) 被校對象的描述和明確標識;
g) 進行校準的日期,如果與校準結果的有效性和應用有關時,應說明被校對象的接收日期;
h) 如果與校準結果的有效性和應用有關時,應對被校樣品的抽樣程序進行說明;
i) 校準所依據的技術規范的標識,包括名稱及代號;
j) 本次校準所用測量標準的溯源性及有效性說明;
k) 校準環境的描述;
l) 校準結果及其測量不確定度的說明;
m) 對校準規范的偏離的說明;
n)校準證書或校準報告簽發人的簽名、職務或等效標識;
o) 校準結果僅對被校對象有效的聲明;
p) 未經實驗室書面批準,不得部分復制證書的聲明。
q) 其他需要說明的與本次校準有關的信息。
8 復校時間間隔
硬度塊的復校時間間隔由硬度塊的穩定性以及使用情況等因素決定,送校單位可根據實際使用情況自主決定復校時間間隔,建議復校時間間隔一般不超過1年。

來源:AnyTesting


