您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2018-07-27 14:25
一種高承載能力半軸齒輪,錐齒大端模數10.3,凈重3.3kg,采用精密鍛造+滲碳淬火工藝。為了滿足該齒輪的彎曲疲勞強度設計要求,心部硬度需在38~45HRC范圍內,彎曲疲勞強度達到最大值。故通過選取不同的鋼材、以及同一材料不同的端淬值,在一定的熱處理工藝條件下反復試驗,摸索規律,穩定地控制齒根心部硬度(齒寬中部橫截面上,輪齒中心線與齒根圓相交處):35~40HRC;節圓心部硬度(齒寬中部橫截面上,輪齒中心線與節圓相交處):38~45HRC;心部鐵素體的量≤5%。
1.材料的選取
(1)化學成分
材料的化學成分確定了材料端淬值的范圍,而對于某一特定結構的齒輪,端淬值對心部硬度起決定性因素。首先選取SAE8620H材料,經過了數輪的材料端淬值試驗選取和熱處理工藝試制,該產品的節線心部硬度均在34HRC以下。為了提升齒輪的心部硬度,經過成分、使用性能類比分析(表1位SAE8620H與22CrMo材料主要化學成分對比),選用淬透性更好22CrMo材料。
表1 SAE8620H與22CrMo材料主要化學成分(質量分數)對比(%)
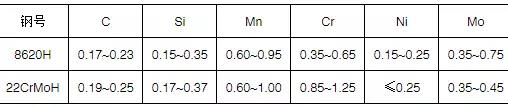
采用22CrMo材料比8620材料有兩個明顯的優勢:
①材料原始碳含量提高了0.02%,可以提高心部的淬硬性。
②其中Cr元素含量增加約0.50%,可以顯著提高材料的淬透性,為后續熱處理工藝參數的調整留有較寬的范圍。
(2)細化確定材料的端淬值
在綜合考慮節圓心部硬度和齒根心部硬度的要求,我們選取淬透性較好的22CrMoH1(表2位22CrMoH淬透性帶)。經過數輪熱試發現,該模數齒輪的心部硬度與端淬值J15有較強的對應關系。不同的J15值應采取不同的淬火工藝。為了減少心部硬度的散差,從而更好地選取和固化熱處理工藝參數,將22CrMoH1最細分選料為34HRC≤J15≤37.5HRC和37.5HRC<J15≤41HRC兩組。
表2 22CrMoH淬透性帶
|
鋼號 |
熱處理規范 |
淬透性要求HRC |
|
|
正火溫度/℃ |
淬火溫度/℃ |
J15 |
|
|
22CrMoH1 |
925±10 |
925±5 |
34~41 |
|
22CrMoH2 |
925±10 |
925±5 |
30~36 |
|
22CrMoH3 |
925±10 |
925±5 |
32~39 |
(3)驗證22CrMoH1材料
分別挑選接近J15端淬值下限的34.4HRC和上限的40.3HRC的兩批材料進行對比熱處理試驗(見表3),只要采用相應的滲碳淬火工藝,端淬值偏下限的材料也能將心部硬度控制在技術范圍以內。
表3 22CrMoH1材料試驗選取

2.熱處理工藝參數的選取
(1)淬火溫度對心部硬度的影響
對22CrMoH1編號314材料進行熱處理工藝試驗。在愛協林多用爐滲碳淬火,淬火條件相同的情況下,包括采用相同的好富頓355等溫淬火油,淬火溫度在該材料Ac3溫度上提高50℃,其心部硬度明顯提高了5~6HRC,通過這次試驗發現:針對某一產品選取淬火溫度很有必要,是影響心部硬度的重要因素之一。
表4 淬火溫度對比試驗
|
淬火溫度 |
編號314材料 |
|
|
節圓心部硬度HRC |
齒根心部硬度HRC |
|
|
830℃淬火 |
35.2 |
33.2 |
|
870℃淬火 |
41.5 |
38.2 |
|
相差值 |
6.3 |
5.0 |
(2)淬火油類型對心部硬度的影響
不同類型淬火油的冷卻特性不一樣,采用常見的好富頓G油與好富頓355等溫淬火油進行對比試驗。通過表5可以看出相同滲碳淬火工藝,好富頓G油比355等溫淬火油淬火后,該產品心部硬度要高3~5HRC。
表5 22CrMoH1材料淬火油淬火對比試驗
|
淬火油類別 |
編號314材料 |
編號706材料 |
||
|
節圓心部硬度HRC |
齒根心部硬度HRC |
節圓心部硬度HRC |
齒根心部硬度HRC |
|
|
G油淬火 |
39.3 |
36.0 |
44.5 |
42 |
|
355油淬火 |
34.7 |
31.0 |
40 |
39 |
|
相差值 |
4.6 |
5.0 |
4.5 |
3 |
(3)淬火冷卻條件(包括淬火油溫、油攪拌速度)對心部硬度的影響
分別對表3中靠近上限、下限端淬值的22CrMoH1材料進行熱處理工藝試驗。在其他淬火條件相同的情況下(均為好富頓355等溫淬火油),提高淬火冷卻劇烈程度,將淬火油溫由120℃降低到100℃,同時油攪拌器轉速由600r/min提高到1400r/min,其心部硬度明顯提高3HRC以上(見表6)。通過這次試驗發現:對于某一特定重量和形狀的產品可以控制淬火冷卻烈度提高心部硬度。
表6 冷卻劇烈程度對比試驗
|
淬火油溫及油攪拌速度 |
編號314材料 |
編號706材料 |
||
|
節圓心部硬度HRC |
齒根心部硬度HRC |
節圓心部硬度HRC |
齒根心部硬度HRC |
|
|
120℃,600r/min淬火 |
41 |
38 |
40 |
39 |
|
100℃,1400r/min淬火 |
38 |
34.7 |
44.5 |
42 |
|
相差值 |
3 |
3.3 |
4.5 |
3 |
(4)裝爐量對心部硬度的影響
裝爐量對產品的心部硬度也有一定影響,主要和油池體積及油循環狀況有關,裝爐量適中,可以確保同爐產品心部硬度散差較小。愛協林多用爐最大裝料量為1000kg(包括料具重量),經過10爐產品的生產發現,為了控制同一爐最上層與最下層產品心部硬度散差在2HRC以內,裝爐量最佳值約為最大裝爐量的一半。
3.從金相顯微組織上對齒輪心部硬度差異的分析
(1)預備熱處理是影響齒輪淬火后心部硬度散差的重要因素之一
鍛造后正火金相組織應嚴格控制:基體組織為均勻分布的鐵素體+珠光體(F+P),級別≤3級,不允許存在魏氏體、貝氏體、馬氏體等非平衡組織;退火狀態下,鋼材帶狀組織應≤3級。鍛造后正火未消除的粗大晶粒、魏氏體組織,引起淬火后心部組織粗大、不均勻,增加了心部硬度的散差。
(2)淬火后心部金相組織與心部硬度的關系
由于該產品齒輪模數較大,在淬火冷卻過程中,產品心部并未完全淬透,淬火后心部主要是低碳馬氏體和索氏體組織,甚至析出游離狀鐵素體。經過實驗發現,在當前的生產條件下,該產品淬火溫度低于材料Ac3溫度10~15℃以上,齒輪心部就會出現較多的鐵素體,導致零件的心部硬度偏低。
4.結語
影響精鍛半軸齒輪心部硬度的主要因素是材料、熱處理工藝參數、淬火油類型、冷卻條件,提高精鍛半軸齒輪心部硬度可以從以下五個方面進行控制:
(1)選用原始碳含量較高、淬透性較好的鋼材牌號。
(2)根據具體鋼種及J15值適當提高淬火溫度。
(3)選用冷卻性能好的淬火油,使心部充分獲取板條狀馬氏體組織。
(4)選取較快的淬火冷卻條件,如提高油攪拌速度,降低淬火油油溫,從而增加產品心部冷卻速度,減少心部鐵素體的析出量。
(5)原材料偏析及預備熱處理的合理要求。
經過數批次生產,通過上述控制方法,該產品心部硬度均能很好的滿足技術要求,節圓心部硬度波動約±1HRC。

來源:熱處理生態圈


